


Selecionar o fabricante certo de bombas químicas continua sendo crucial para o sucesso industrial. Os 10 principais fabricantes e fornecedores de bombas químicas industriais para 2025 incluem:
1. TKFLO
2. Grundfos
3. Flowserve
4. Sulzer
5. KSB
6. Xylem Inc.
7. Corporação Ebara
8. Grupo Weir
9. Bombas JEE
10.Grupo Verder
Os fabricantes desta lista lideram o setor de bombas químicas industriais por meio da inovação, confiabilidade, alcance global e uma ampla gama de produtos. Os fabricantes de bombas químicas atendem a diversos setores e dão suporte a infraestruturas críticas. Os principais fabricantes de bombas industriais conquistam a confiança do público ao fornecer bombas avançadas que atendem a requisitos rigorosos.
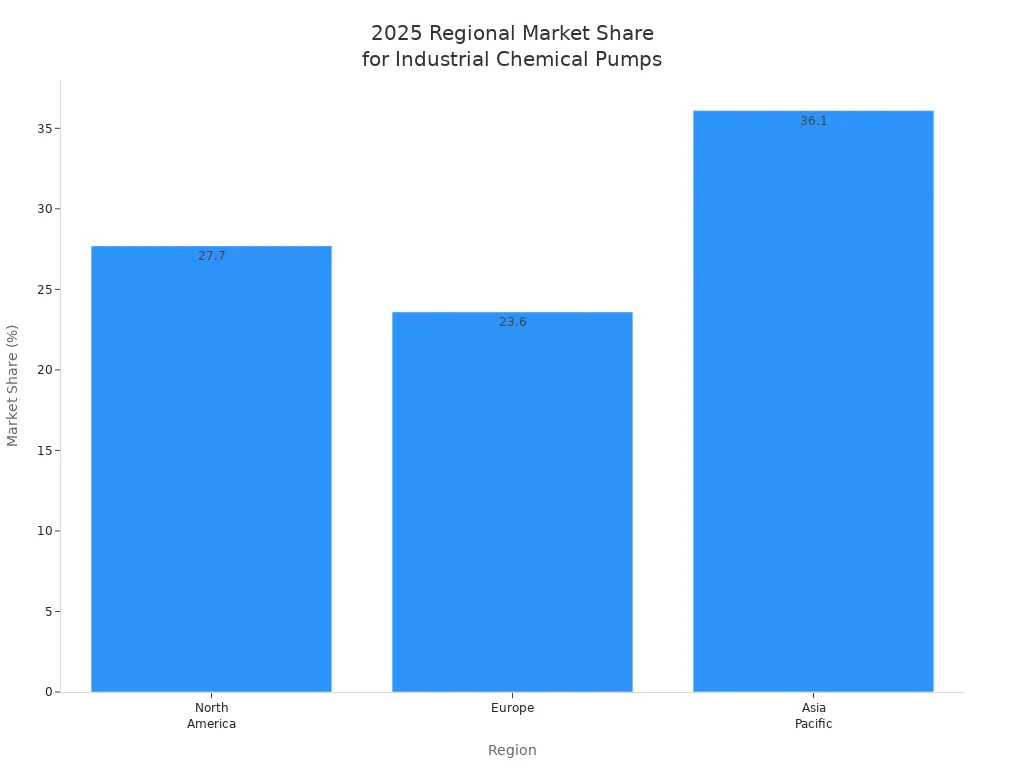
O mercado global de bombas químicas industriais atingirá US$47,85 bilhões em 2025, sendo a região Ásia-Pacífico a que detém a maior quota.
| Região | Quota de mercado em 2025 (%) | Tamanho do mercado (em bilhões de dólares) |
| América do Norte | 27,7 | 13.255 |
| Europa | 23,6 | 11.293 |
| Ásia-Pacífico | 36.1 | 17.280 |
| Total global | 100 | 47,85 |
Líderes em bombas químicas industriais
Fabricante de bombas químicas TKFLO
A TKFLO se destaca entre os fabricantes globais como uma das principais fabricantes de bombas químicas, com uma sólida reputação em soluções avançadas para manuseio de fluidos e tecnologias de economia de energia. A empresa, operada pela Shanghai Tongke Flow Technology Co., Ltd., possui mais de duas décadas de experiência no setor de bombas químicas industriais.amplo portfólio de produtosinclui:
● Bombas químicas, bombas elétricas para tambores e bombas de turbina vertical para diversas aplicações químicas.
● Bombas submersíveis e bombas de combate a incêndio projetadas para infraestrutura crítica e resposta a emergências.
●Série MC especializada horizontalBombas químicas centrífugas multiestágio de alta pressão API 610 BB4Para ambientes industriais exigentes.
A TKFLO prioriza alta qualidade, preços competitivos e atendimento completo, o que lhe rendeu uma sólida reputação internacional. Os pontos fortes da empresa incluem:
● Experiência na fabricação de bombas especializadas para os mercados nacional e internacional.
● Capacidade de personalização e desenvolvimento contínuo de produtos com base nas necessidades em constante evolução do mercado.
● Soluções integradas e serviços pós-venda que oferecem suporte a clientes em todo o mundo, incluindo Europa, América e Austrália.
A TKFLO integra inovação tecnológica com proteção ambiental, focando em pesquisa e desenvolvimento de ponta e equipamentos inteligentes para fluidos. A empresa lidera o setor em serviços de transformação para economia de energia e desenvolvimento sustentável. A equipe técnica interdisciplinar da TKFLO, incluindo doutores e engenheiros seniores, impulsiona a atualização contínua dos produtos. Bases de produção modernas com instalações avançadas garantem bombas, motores e sistemas de controle de alta qualidade.bombas de combate a incêndioEm conformidade com as rigorosas normas NFPA, UL e Factory Mutual, a TKFLO demonstra confiabilidade e desempenho. Seu compromisso com melhorias que economizam energia e protegem o meio ambiente a posiciona à frente da concorrência em soluções sustentáveis para transporte de fluidos.
A dedicação da TKFLO à atenção ao cliente, à personalização e à inovação contínua a torna uma das principais escolhas entre os fabricantes de bombas químicas industriais.
Grundfos
A Grundfos está entre os principais fabricantes de bombas industriais, reconhecida por sua inovação em soluções de dosagem química e manuseio de fluidos. A empresa oferece uma ampla gama de bombas e soluções de dosagem química, personalizadas para tratamento preciso de água e aplicações químicas industriais. A tecnologia SMART Digital Dosing™, carro-chefe da Grundfos e presente na bomba DDA-C, permite a dosagem química precisa, proativa e específica. Os principais recursos incluem:
● Integração remota, monitoramento em tempo real e controle inteligente para maior segurança.
● Integração digital completa que simplifica a configuração e melhora a eficiência operacional.
● Motores de passo avançados com velocidade variável e soluções patenteadas que substituem os métodos de ajuste tradicionais.
As séries DDA, DDC, DDE, DDI e DME da Grundfos representam a geração SMART Digital de bombas dosadoras. Essas bombas oferecem flexibilidade exclusiva, fácil instalação e compatibilidade com sistemas de terceiros. A série DDI apresenta tecnologia de acionamento inovadora e microeletrônica integrada, proporcionando um design compacto e silencioso com uma relação de redução de 1:800 para dosagem precisa. A Grundfos prioriza a dosagem precisa para evitar subdosagem ou sobredosagem, o monitoramento proativo para reduzir o tempo de inatividade e soluções personalizadas para necessidades específicas da indústria. Essas inovações posicionam a Grundfos como líder em soluções de dosagem química inteligentes, confiáveis e sustentáveis para diversas aplicações industriais de bombas químicas.
Flowserve
A Flowserve se destaca como líder global entre os fabricantes de bombas químicas, com um legado de engenharia de precisão e ciência de materiais. A empresa opera por meio de suas Divisões de Bombas e Controle de Fluxo, apoiadas por uma rede mundial de fabricação e serviços. O extenso portfólio de produtos da Flowserve inclui bombas centrífugas, bombas de deslocamento positivo e bombas especiais projetadas para o manuseio de fluidos corrosivos, abrasivos e de alta temperatura. Tecnologias notáveis incluem:
● Bombas de acionamento magnético sem selo, como a INNOMAG TB-MAG, que oferecem maior prevenção de vazamentos e confiabilidade.
● Selos mecânicos para evitar vazamentos e bombas de acionamento magnético com balanceamento de empuxo para maior durabilidade e baixa manutenção.
● Sistemas de automação para controle de válvulas e bombas, que permitem operações químicas seguras e eficientes.
A bomba INNOMAG TB-MAG Dual Drive da Flowserve, a primeira bomba química sem selo do mundo com contenção secundária verdadeira, aumenta a segurança e a proteção ambiental ao eliminar vazamentos. Essa inovação demonstra o compromisso da Flowserve com a segurança, a confiabilidade e a diversificação em seu amplo portfólio de bombas químicas. A empresa atende a setores-chave como processamento químico, petróleo e gás, tratamento de água, produtos farmacêuticos e geração de energia, reforçando sua reputação como uma das principais fabricantes de bombas industriais.
Sulzer
A Sulzer é uma fabricante de bombas químicas de destaque, reconhecida por suas soluções inovadoras e tecnologias avançadas de controle. As bombas verticais VAS para ácido sulfúrico da empresa utilizam materiais avançados e engenharia robusta, proporcionando confiabilidade e eficiência excepcionais no manuseio de processos químicos altamente corrosivos. A Sulzer complementa suas inovações em bombas com equipamentos avançados de controle e monitoramento, incluindo:
● Painéis de controle de bombas e inversores de frequência para controle automático e monitoramento remoto.
● Sistemas de monitoramento de condição que permitem a detecção precoce de problemas potenciais, otimizando o desempenho da bomba e reduzindo o tempo de inatividade.
As tecnologias da Sulzer ajudam os clientes industriais a minimizar os custos de manutenção e a melhorar o desempenho da planta. O foco da empresa em confiabilidade e eficiência a torna a escolha preferida para aplicações industriais de bombas químicas, especialmente onde o manuseio de produtos químicos agressivos é crítico.
KSB
A KSB é reconhecida globalmente por seus produtos de bombas químicas confiáveis e tecnologicamente avançados. A empresa utiliza a dinâmica dos fluidos computacional (CFD) para redesenhar os rotores, aprimorando a eficiência e a confiabilidade das bombas. Após o redesenho, os níveis de vibração diminuem significativamente e a eficiência da bomba atinge 71%, resultando em uma economia substancial de energia anual. As bombas químicas da KSB integram tecnologias da Indústria 4.0, incluindo:
● Conceitos de fábrica inteligente e digitalização para conectividade em rede e dados de processo em tempo real.
● Gêmeos digitais para monitoramento contínuo de condições, troca de dados e manutenção preditiva.
Essas bombas inteligentes podem se comunicar de forma descentralizada, responder autonomamente a mudanças no sistema e fornecer um histórico operacional detalhado acessível via nuvem ou dispositivos móveis. A rede global de suporte da KSB abrange mais de 100 países, oferecendo centros de vendas e serviços, consultoria técnica e instalações de fabricação. A rede SupremeServ da empresa fornece suporte pós-venda abrangente, reparos e serviços de campo, garantindo alta confiabilidade operacional e flexibilidade para clientes industriais em todo o mundo.
Xylem Inc.
A Xylem Inc. é uma empresa líder no mercado de bombas químicas industriais, oferecendo soluções avançadas de bombeamento para processos químicos e industriais. A empresa investe fortemente em P&D, integrando IoT, IA e designs com eficiência energética em seus produtos. Os principais pontos fortes da Xylem incluem:
● Um amplo portfólio de produtos que abrange diversos tipos de bombas para aplicações de tratamento químico e de água.
● Parcerias estratégicas que expandem os canais de distribuição e vendas, especialmente no Reino Unido.
● Bombas inteligentes e conectadas com sensores, automação e monitoramento remoto para maior eficiência operacional.
As inovações recentes da Xylem incluem:Tecnologia de resfriamento de chips sem água, ferramentas de detecção de vazamentos com inteligência artificial.e sistemas de tratamento que recuperam metais valiosos de águas residuais. A plataforma de soluções digitais Xylem Vue da empresa integra tecnologias inteligentes e conectadas, além de sistemas inteligentes, oferecendo suporte ao monitoramento em tempo real e à manutenção preditiva. O foco da Xylem em tecnologia digital e análise de dados está alinhado com a crescente demanda por soluções avançadas de bombas químicas industriais.
Corporação Ebara
A Ebara Corporation é uma fabricante líder de bombas químicas, especializada em bombas, misturadores e agitadores para aplicações na indústria química. As bombas químicas da empresa são projetadas para lidar com líquidos viscosos, pesados, corrosivos e tóxicos. A linha de produtos da Ebara inclui:
● Bombas de rolamento vertical e bombas peristálticas SmartFlex® (séries LRP, SRP, STP).
● Bombas construídas com materiais resistentes à corrosão, como aço inoxidável (grau 304 ou 316), para maior durabilidade em ambientes químicos agressivos.
● Alta eficiência, confiabilidade e tecnologia de vedação avançada.
A Ebara fabrica equipamentos de acordo com as normas ISO 9001 e realiza testes rigorosos de precisão e desempenho. A presença global da empresa abrange a América do Norte, Europa, Ásia-Pacífico, Oriente Médio e África, e América do Sul, possibilitando parcerias e colaborações industriais em diversos mercados. A expertise da Ebara em bombas robustas e de engenharia precisa contribui para a redução de custos operacionais e a melhoria da qualidade dos produtos para clientes do setor de processamento químico.
Grupo Weir
O Grupo Weir é um nome respeitado entre os fabricantes de bombas industriais, conhecido por sua expertise em soluções para manuseio de fluidos em ambientes desafiadores. A empresa oferece uma ampla gama de bombas químicas projetadas para o manuseio de fluidos abrasivos, corrosivos e de alta temperatura. O portfólio de produtos da Weir inclui bombas centrífugas, bombas para polpa e bombas especiais para aplicações exigentes nas indústrias química e de mineração. O foco da empresa em inovação e confiabilidade garante alto desempenho e longa vida útil, tornando-a uma parceira confiável para as necessidades de bombas químicas industriais. A rede global de suporte da Weir e seu compromisso com o atendimento ao cliente reforçam ainda mais sua posição entre os principais fabricantes de bombas industriais.
Bombas JEE
A JEE Pumps é uma empresa líder no mercado de bombas químicas industriais, reconhecida por sua linha de produtos inovadores e forte presença no mercado. A empresa atende a diversas aplicações industriais, incluindo petróleo, indústria química e metalurgia. A JEE Pumps é especializada em:
● Bombas centrífugas projetadas para o manuseio de líquidos tóxicos, fluidos de baixa e alta temperatura, ácidos, bases e líquidos de alta pureza.
● Bombas centrífugas de polipropileno, bombas de lama autoescorvantes e bombas industriais para fábricas de celulose e papel.
Com mais de 30 anos de experiência, a JEE Pumps fornece bombas de alta qualidade que atendem às necessidades de ambientes químicos exigentes. A expertise da empresa em tecnologia de bombas centrífugas e seu compromisso com a inovação a tornam uma escolha confiável entre os fabricantes de bombas químicas.
Grupo Verder
O Grupo Verder é um fabricante global conhecido por sua tecnologia inovadora de bombas peristálticas e ampla gama de aplicações industriais. As principais linhas de produtos e inovações da empresa incluem:
| Linha de produtos | Principais inovações/funcionalidades | Aplicações industriais |
| Bombas industriais de mangueira Verderflex | Design robusto, autoescorvante, capaz de funcionar a seco, adequado para ambientes agressivos e fluidos viscosos. | Processamento químico, mineração, tratamento de água e esgoto, alimentos e bebidas, indústria farmacêutica e biotecnológica. |
| Série Verderflex Dura | Compacto, de alta pressão, eficiente em termos energéticos e com vida útil prolongada da mangueira. | Dosagem contínua de fluidos complexos nos setores químico, de tratamento de água e industrial. |
| Bombas Verderflex OEM e de Laboratório | Compacto, modular, dosagem de alta precisão, fácil troca de tubo. | Laboratório, OEM, biotecnologia, indústria farmacêutica, microfluídica |
| Bombas de tubo Verder | Controle preciso do fluxo, pulsação mínima, fácil de usar | Aplicações de medição e transferência de carga leve em diversos setores. |
A Verderair HC-PURE, uma bomba higiênica fabricada em aço inoxidável 316L, atende a rigorosos padrões sanitários e foi projetada para as indústrias química e farmacêutica. O Grupo Verder opera em 28 países com uma rede mundial de empresas de produção e distribuição, oferecendo distribuidores locais e serviços de assistência técnica e manutenção próprios. Essa extensa rede garante soluções para todas as aplicações e disponibilidade local de conhecimento especializado. Com mais de 60 anos de experiência, a Verder oferece suporte a clientes industriais com assistência confiável e localizada, aumentando a produtividade e reduzindo o tempo de inatividade.
O que diferencia os principais fabricantes de bombas industriais?
Reputação e experiência
As principais marcas fabricantes de bombas químicas conquistam a confiança dos clientes por meio de confiabilidade comprovada e longa experiência. Fabricantes como a Ebara demonstram isso com bombas que oferecem desempenho consistente e longa vida útil. Os clientes valorizam empresas que mantêm um rigoroso controle de qualidade e precisão de engenharia. Uma sólida reputação indica que um fabricante é capaz de lidar com aplicações químicas complexas e fornecer bombas dosadoras confiáveis para operações críticas. Anos de experiência também significam que os fabricantes entendem os desafios específicos do manuseio de produtos químicos e podem fornecer soluções que minimizam o tempo de inatividade.
Inovação e Tecnologia
A inovação impulsiona a indústria de fabricantes de bombas químicas. Os melhores fabricantes investem em pesquisa e desenvolvimento para criar bombas dosadoras avançadas e soluções inovadoras para bombas. Essas empresas adotam tecnologia de bombas inteligentes, incluindo sensores de IoT para monitoramento em tempo real e manutenção preditiva. Muitas utilizam motores de baixo consumo de energia e inversores de frequência para otimizar o desempenho das bombas e reduzir custos. Alguns fabricantes implementam bombas com acionamento magnético para eliminar falhas de vedação, enquanto outros utilizam materiais avançados para maior resistência à corrosão. A tecnologia de gêmeos digitais e os sistemas de monitoramento remoto aprimoram ainda mais a eficiência operacional e a segurança.
1. Bombas dosadoras inteligentes com sensores IoT permitem a manutenção preditiva.
2. Motores e inversores de frequência com eficiência energética contribuem para alta eficiência e sustentabilidade.
3. Materiais avançados e impressão 3D melhoram a durabilidade e reduzem os prazos de entrega.
4. O monitoramento remoto e os gêmeos digitais otimizam o desempenho do sistema de bombas químicas.
Gama de produtos
Uma ampla gama de produtos diferencia os principais fabricantes. Eles oferecem bombas químicas, bombas dosadoras e soluções especializadas para o manuseio de fluidos corrosivos, abrasivos ou de alta temperatura. Os fabricantes projetam bombas para diversas necessidades de dosagem química, desde dosagens precisas em laboratório até o manuseio industrial em larga escala. Seus portfólios incluem bombas centrífugas, bombas dosadoras peristálticas e bombas de acionamento magnético. Essa diversidade permite que os clientes selecionem a bomba certa para cada aplicação química, garantindo o manuseio eficiente e seguro de fluidos.
| Tipo de bomba | Área de aplicação |
| Bombas centrífugas | Processamento químico, tratamento de água |
| Bombas dosadoras peristálticas | Laboratório, produtos farmacêuticos |
| Bombas de acionamento magnético | Manuseio de produtos químicos perigosos |
| Bombas submersíveis | Esgoto, águas residuais |
Suporte Global
Fabricantes com presença global oferecem atendimento ao cliente e suporte técnico incomparáveis. Mantêm centros de serviço locais e oferecem assistência imediata, reduzindo o tempo de inatividade para clientes em todo o mundo. Um suporte pós-venda abrangente, incluindo contratos de manutenção e disponibilidade de peças de reposição, garante a confiabilidade das bombas dosadoras de produtos químicos e outros equipamentos. Cadeias de suprimentos e redes logísticas globais ajudam os fabricantes a entregar bombas com rapidez e eficiência, mesmo para projetos de grande escala. Esse nível de suporte constrói parcerias de longo prazo e confiança com os clientes da indústria química.
Como escolher um fabricante de bombas químicas
Qualidade e Certificação
Fabricantes que priorizam a qualidade das bombas se destacam na indústria química. As empresas devem demonstrar conformidade com normas reconhecidas internacionalmente, como ISO 9001 para gestão da qualidade, ISO 14001 para gestão ambiental e ISO 45001 para saúde e segurança ocupacional. Essas certificações demonstram um compromisso com a qualidade consistente das bombas, a sustentabilidade e ambientes de produção seguros. Os principais fabricantes de bombas químicas também seguem normas técnicas como ANSI/API 610, ASME B73.2 e DIN 5199, que garantem que as bombas atendam a critérios rigorosos de projeto e desempenho.
| Padrão | Área de foco |
| ISO 9001 | Gestão da qualidade |
| ISO 14001 | Gestão ambiental |
| ISO 45001 | Saúde e segurança ocupacional |
| ANSI/API 610 | Especificações de projeto de bomba química |
| ASME B73.2 | Bombas centrífugas verticais em linha |
Compatibilidade de materiais
A compatibilidade dos materiais desempenha um papel crucial na seleção de bombas químicas. Os materiais adequados previnem a corrosão, o inchaço e a falha da bomba. O aço inoxidável resiste à corrosão e à abrasão, sendo adequado para ambientes químicos agressivos. O ferro fundido oferece uma opção econômica, mas corrói rapidamente com fluidos ácidos. Os elastômeros em vedações e anéis de vedação exigem uma seleção cuidadosa para evitar ataques químicos. A concentração química, a temperatura e a exposição aos raios UV afetam o desempenho do material.
| Fator/Material | Descrição |
| Concentração | Uma maior concentração química aumenta o risco de corrosão ou degradação. |
| Temperatura | Temperaturas elevadas aceleram as reações químicas e a degradação dos materiais. |
| Aço inoxidável | Indicado para aplicações sanitárias e com produtos químicos corrosivos. |
| Elastômeros | Vulnerável a ataques químicos; selecionar com base na compatibilidade química. |
Confiabilidade e Manutenção
Bombas químicas confiáveis minimizam o tempo de inatividade e reduzem os custos de manutenção. Os fabricantes devem oferecer bombas com durabilidade comprovada e projetos de fácil manutenção. Programas de manutenção regulares e acesso a peças de reposição contribuem para a qualidade da bomba a longo prazo. Bombas que falham devido à má seleção de materiais ou projeto inadequado podem causar vazamentos, contaminação e paradas dispendiosas. As empresas devem fornecer diretrizes claras de manutenção e oferecer suporte técnico para a solução de problemas.
● Escolha bombas com construção robusta e materiais resistentes à corrosão.
● Confirme se o fabricante fornece kits de manutenção e peças de reposição.
● Avalie o histórico de desempenho das bombas em aplicações químicas semelhantes.
Suporte ao Cliente
Um suporte ao cliente robusto garante o bom funcionamento e a rápida resolução de problemas. Os principais fabricantes de bombas químicas mantêm redes globais de serviços e oferecem assistência técnica, treinamento e suporte pós-venda. Um atendimento ao cliente ágil ajuda a solucionar problemas relacionados à qualidade da bomba, questões de compatibilidade de materiais e necessidades de manutenção. Um suporte confiável constrói confiança e parcerias de longo prazo na indústria química.
Nota: Selecione fabricantes que ofereçam suporte 24 horas por dia, 7 dias por semana, treinamento no local e tempos de resposta rápidos para emergências com bombas químicas.
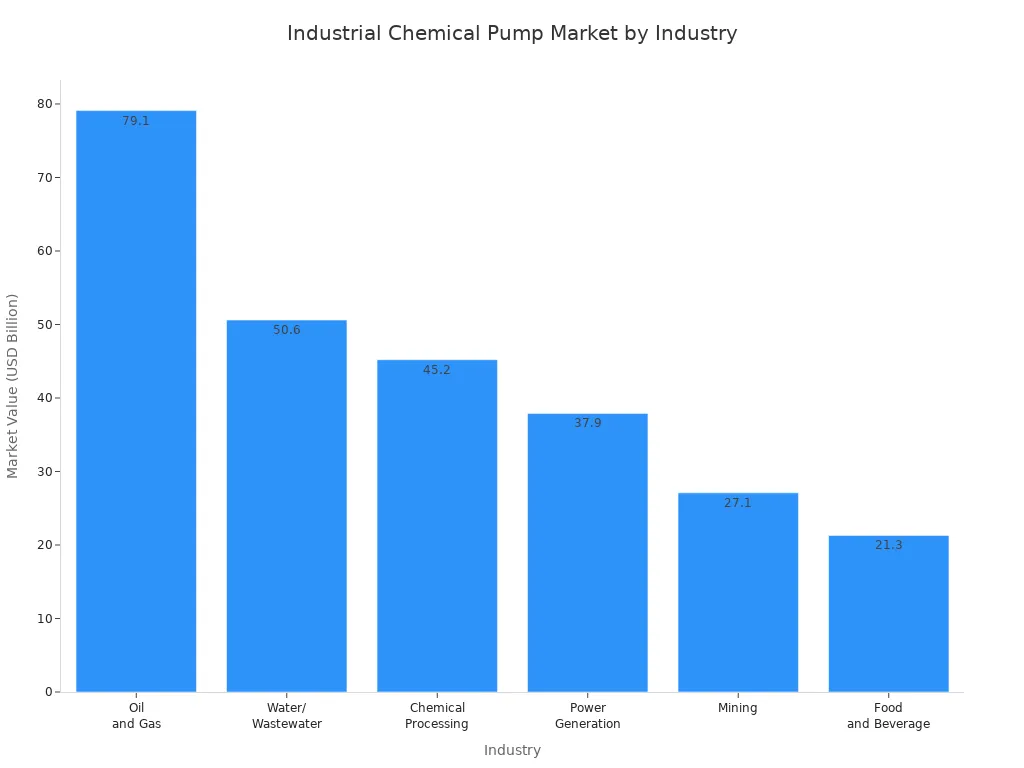
Aplicações industriais de bombas químicas
bombas químicas industriaisDesempenham um papel vital em muitos setores. Essas bombas auxiliam na transferência, dosagem e circulação de fluidos em indústrias que exigem confiabilidade e precisão. A tabela a seguir mostra as principais indústrias onde bombas, bombas dosadoras e dosagem de produtos químicos são essenciais, juntamente com suas características.Valores de mercado em 2024:
| Indústria | Valor de mercado em 2024 (em bilhões de dólares) |
| Petróleo e gás | 79,1 |
| Tratamento de água/esgoto | 50,6 |
| Processamento Químico | 45,2 |
| Geração de energia | 37,9 |
| Mineração | 27.1 |
| Alimentos e bebidas | 21.3 |
Processamento Químico
A indústria química depende de bombas e bombas dosadoras para a dosagem segura e eficiente de produtos químicos.Processamento químicoAs fábricas utilizam bombas para movimentar matérias-primas, transferir produtos acabados e lidar com fluidos corrosivos. As bombas dosadoras fornecem quantidades precisas de produtos químicos, dando suporte à tecnologia de dosagem e medição de precisão. Essas bombas ajudam a manter a qualidade e a segurança do produto. Os sistemas de dosagem química reduzem o desperdício e melhoram o controle do processo. As bombas em processos químicos devem resistir à corrosão e lidar com fluidos agressivos. As bombas dosadoras também são utilizadas em processos em lote e contínuos nas indústrias químicas.
Tratamento de água
As estações de tratamento de água dependem de bombas e bombas dosadoras em todas as etapas do processo. As bombas movimentam a água através dos sistemas de filtração, desinfecção e distribuição. As bombas dosadoras adicionam produtos químicos para ajuste de pH, desinfecção e coagulação. A dosagem de produtos químicos garante que a água atenda aos padrões de segurança. A dosagem precisa evita o uso excessivo de produtos químicos e protege o meio ambiente. As estações de tratamento de água utilizam bombas tanto para aplicações municipais quanto industriais. As bombas dosadoras permitem a dosagem confiável de produtos químicos no tratamento de água potável, efluentes e água industrial. Bombas com tecnologia avançada de dosagem e medição melhoram a eficiência e reduzem os custos.
Petróleo e gás
O setor de petróleo e gás utiliza bombas e bombas dosadoras para extração, refino e transporte. As bombas manuseiam petróleo bruto, produtos refinados e aditivos químicos. As bombas dosadoras injetam produtos químicos para controle de corrosão, prevenção de incrustações e recuperação aprimorada de petróleo. Os sistemas de dosagem química protegem dutos e equipamentos. As bombas precisam operar sob alta pressão e condições extremas. As bombas dosadoras fornecem dosagem química precisa para manter a segurança do processo. As empresas de petróleo e gás investem em bombas com recursos avançados de dosagem para atender aos rigorosos padrões da indústria.
Usos especializados
Muitas indústrias exigem bombas e bombas dosadoras para aplicações específicas. Usinas de geração de energia utilizam bombas para resfriamento, alimentação de caldeiras e dosagem de produtos químicos. Operações de mineração dependem de bombas para o manuseio de lamas e dosagem de produtos químicos no processamento de minerais. Fabricantes de alimentos e bebidas utilizam bombas para transferência de fluidos sanitários e bombas dosadoras para dosagem de aromas e conservantes. A dosagem precisa garante a consistência e a segurança do produto. Bombas com capacidade de dosagem de produtos químicos também atendem às indústrias farmacêutica, biotecnológica e de fabricação de eletrônicos. Esses setores se beneficiam de bombas projetadas para confiabilidade, eficiência e controle avançado de dosagem.
A escolha do fabricante certo de bombas químicas industriais é crucial para o sucesso operacional. As empresas devem compatibilizar suas necessidades com os pontos fortes de cada fornecedor. As bombas desempenham um papel vital em todos os setores, portanto, escolher a bomba certa garante segurança e eficiência. Ao avaliar bombas e fornecedores, considere estas dicas:
● Analisar as curvas de desempenho da bomba em relação à vazão, altura manométrica e eficiência.
● Escolha bombas com designs duráveis e à prova de vazamentos para reduzir o tempo de inatividade.
● Consulte o suporte técnico para encontrar soluções de bombas que atendam às necessidades do sistema.
● Priorize a compatibilidade química e selecione os materiais adequados para a bomba.
● Dimensionar as bombas com precisão para a vazão e pressão necessárias.
● Defina as características do fluido e os detalhes de aplicação para cada bomba.
● Avaliar sistemas de controle, recursos de segurança e eficiência energética.
● Avaliar a reputação do fornecedor e o suporte pós-venda das bombas.
● Considere a adaptabilidade ambiental para cada aplicação da bomba.
● Consulte especialistas para garantir a melhor seleção de bomba.
Inovação, confiabilidade e um forte suporte ao cliente diferenciam os principais fabricantes de bombas. Bombas que atendem a esses padrões ajudam as empresas a alcançar o sucesso a longo prazo.
Perguntas frequentes
Que tipos de bombas os fabricantes de bombas químicas industriais oferecem?
Os fabricantes fornecem uma ampla gama de bombas, incluindo bombas centrífugas, peristálticas, de acionamento magnético e submersíveis. Cada tipo de bomba atende a aplicações químicas específicas, como dosagem, transferência e circulação. As empresas projetam bombas para lidar com fluidos corrosivos, abrasivos ou de alta temperatura.
Como as bombas garantem a compatibilidade química e a segurança?
Os fabricantes selecionam os materiais para bombas com base em suas propriedades químicas. Aço inoxidável, ligas especiais e plásticos de engenharia resistem à corrosão e à degradação. As bombas contam com vedações avançadas e sistemas de prevenção de vazamentos. Essas escolhas de projeto ajudam a manter a segurança e a confiabilidade em ambientes de processamento químico.
Que tipo de manutenção as bombas requerem em ambientes industriais?
Inspeções e limpezas regulares prolongam a vida útil das bombas. Os técnicos substituem vedações desgastadas, verificam vazamentos e monitoram o desempenho da bomba. Os fabricantes fornecem kits de manutenção e orientações. Os cuidados adequados reduzem o tempo de inatividade e garantem que as bombas operem com eficiência em aplicações químicas exigentes.
Como as bombas contribuem para a eficiência energética em fábricas de produtos químicos?
As bombas modernas utilizam motores de baixo consumo energético e inversores de frequência. Essas tecnologias otimizam a velocidade da bomba e reduzem o consumo de energia. Os fabricantes projetam bombas para alta eficiência, ajudando as indústrias químicas a reduzir custos operacionais e atingir metas de sustentabilidade.
Quais são os setores industriais que mais dependem de bombas químicas?
bombas químicasAs bombas desempenham um papel vital nos setores de petróleo e gás, tratamento de água, processamento químico, mineração e produção de alimentos. Nesses setores, elas transferem, dosam e circulam fluidos. Bombas confiáveis garantem operações seguras e qualidade consistente do produto em diversos ambientes industriais.
Data da publicação: 28/08/2025