


Seleccionar el fabricante adecuado de bombas químicas sigue siendo crucial para el éxito industrial. Los 10 principales fabricantes y proveedores de bombas químicas industriales para 2025 incluyen:
1. TKFLO
2. Grundfos
3. Flowserve
4. Sulzer
5. KSB
6. Xylem Inc.
7. Corporación Ebara
8. Grupo Weir
9. Bombas JEE
10.Grupo Verder
Los fabricantes de esta lista lideran el sector de bombas químicas industriales gracias a su innovación, fiabilidad, alcance global y una amplia gama de productos. Los fabricantes de bombas químicas prestan servicios a diversas industrias y dan soporte a infraestructuras críticas. Los principales fabricantes de bombas industriales se ganan la confianza ofreciendo bombas avanzadas que cumplen con los más estrictos requisitos.
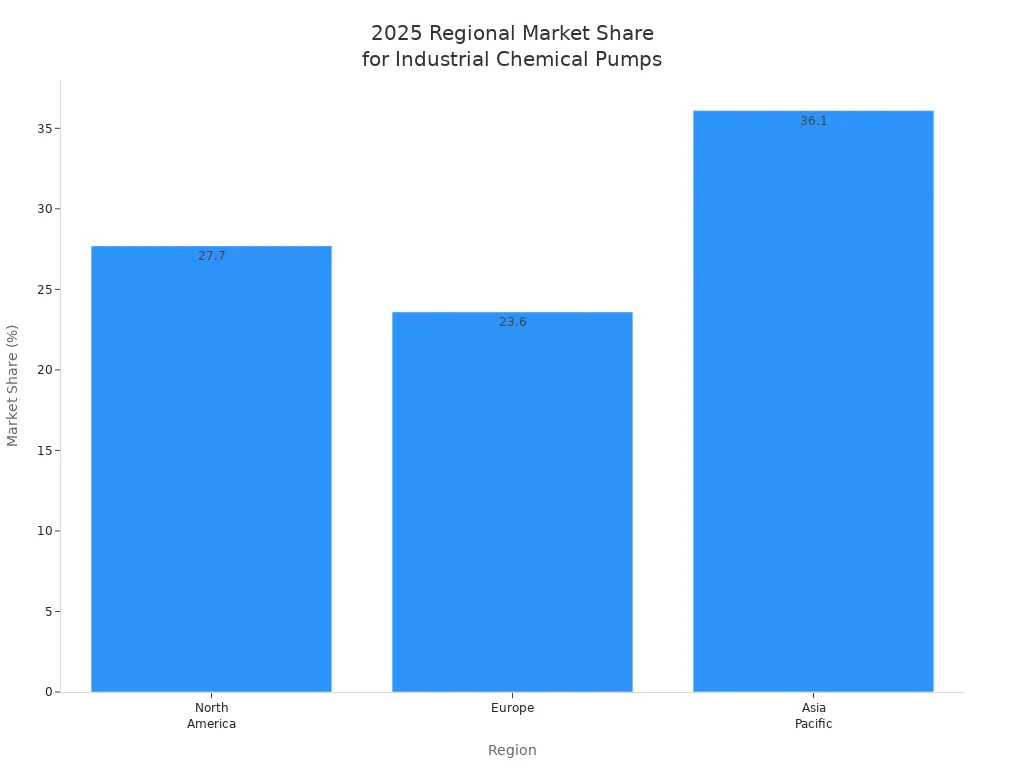
El mercado mundial de bombas químicas industriales alcanzará los $47.85 mil millones en 2025, siendo Asia Pacífico la región con mayor participación.
| Región | Cuota de mercado en 2025 (%) | Tamaño del mercado (miles de millones de USD) |
| América del norte | 27.7 | 13.255 |
| Europa | 23.6 | 11.293 |
| Asia Pacífico | 36.1 | 17.280 |
| Total global | 100 | 47.85 |
Líderes en bombas químicas industriales
Fabricante de bombas químicas TKFLO
TKFLO destaca entre los fabricantes globales como fabricante líder de bombas químicas, con una sólida reputación por sus soluciones avanzadas de manejo de fluidos y tecnologías de ahorro energético. La empresa, operada por Shanghai Tongke Flow Technology Co., Ltd., cuenta con más de dos décadas de experiencia en el sector de las bombas químicas industriales.amplia cartera de productosincluye:
● Bombas químicas, bombas de tambor eléctricas y bombas de turbina verticales para diversas aplicaciones químicas.
● Bombas sumergibles y bombas contra incendios diseñadas para infraestructura crítica y respuesta a emergencias.
●Serie MC especializada horizontalBombas químicas centrífugas multietapa de alta presión API 610 BB4para entornos industriales exigentes.
TKFLO prioriza la alta calidad, los precios competitivos y un servicio integral, lo que le ha otorgado una sólida reputación internacional. Entre sus fortalezas se incluyen:
● Experiencia en la fabricación de bombas especializadas para el mercado nacional e internacional.
● Capacidades de personalización y desarrollo continuo de productos en función de las necesidades cambiantes del mercado.
● Soluciones integradas y servicios posventa que apoyan a clientes en todo el mundo, incluidos Europa, América y Australia.
TKFLO integra la innovación tecnológica con la protección del medio ambiente, centrándose en I+D de vanguardia y equipos inteligentes para fluidos. La empresa lidera la industria en servicios de transformación para el ahorro energético y desarrollo sostenible. El equipo técnico interdisciplinario de TKFLO, que incluye supervisores de doctorado e ingenieros sénior, impulsa la actualización continua de sus productos. Sus modernas plantas de producción con instalaciones avanzadas garantizan bombas, motores y sistemas de control de alta calidad.bombas contra incendiosCumplen con las estrictas normas NFPA, UL y Factory Mutual, demostrando fiabilidad y rendimiento. El compromiso de TKFLO con el ahorro energético y las mejoras en la protección del medio ambiente la posiciona a la vanguardia de la competencia en soluciones sostenibles para el transporte de fluidos.
La dedicación de TKFLO a la conciencia del servicio, la personalización y la innovación continua lo convierten en la mejor opción entre los fabricantes de bombas químicas industriales.
Grundfos
Grundfos se encuentra entre los principales fabricantes de bombas industriales, reconocido por su innovación en soluciones de dosificación de productos químicos y manejo de fluidos. La compañía ofrece una amplia gama de bombas y soluciones dosificadoras de productos químicos diseñadas para el tratamiento preciso del agua y aplicaciones químicas industriales. La tecnología insignia de Grundfos, SMART Digital Dosing™, integrada en la bomba DDA-C, permite una dosificación de productos químicos precisa, proactiva y específica. Sus principales características incluyen:
● Integración remota, monitoreo en tiempo real y control inteligente para mayor seguridad.
● Integración digital completa que simplifica la configuración y mejora la eficiencia operativa.
● Motores paso a paso de velocidad variable avanzados y soluciones patentadas que reemplazan los métodos de ajuste tradicionales.
Las series DDA, DDC, DDE, DDI y DME de Grundfos representan la generación SMART Digital de bombas dosificadoras. Estas bombas ofrecen una flexibilidad única, fácil instalación y compatibilidad con sistemas de terceros. La serie DDI incorpora una innovadora tecnología de accionamiento y microelectrónica integrada, lo que proporciona un diseño compacto y silencioso con una relación de reducción de 1:800 para una dosificación precisa. Grundfos prioriza la precisión en la dosificación para evitar sobredosificaciones o subdosificaciones, la monitorización proactiva para reducir los tiempos de inactividad y soluciones personalizadas para las necesidades específicas de la industria. Estas innovaciones posicionan a Grundfos como líder en soluciones inteligentes, fiables y sostenibles para la dosificación de productos químicos en diversas aplicaciones de bombas químicas industriales.
Flowserve
Flowserve se posiciona como líder mundial entre los fabricantes de bombas químicas, con un legado de ingeniería de precisión y ciencia de materiales. La compañía opera a través de su División de Bombas y su División de Control de Flujo, con el respaldo de una red mundial de fabricación y servicio. La extensa cartera de productos de Flowserve incluye bombas centrífugas, bombas de desplazamiento positivo y bombas especiales diseñadas para el manejo de fluidos corrosivos, abrasivos y de alta temperatura. Entre sus tecnologías más destacadas se incluyen:
● Bombas de accionamiento magnético sin sello como la INNOMAG TB-MAG, que brindan mayor prevención de fugas y confiabilidad.
● Sellos mecánicos para prevención de fugas y bombas de accionamiento magnético con equilibrio de empuje para mayor durabilidad y bajo mantenimiento.
● Sistemas de automatización para el control de válvulas y bombas, apoyando operaciones químicas seguras y eficientes.
La bomba de doble accionamiento INNOMAG TB-MAG de Flowserve, la primera bomba química sin sellos del mundo con contención secundaria real, mejora la seguridad y la protección ambiental al eliminar fugas. Esta innovación demuestra el compromiso de Flowserve con la seguridad, la fiabilidad y la diversificación de su amplia gama de bombas químicas. La empresa presta servicios a industrias clave como el procesamiento químico, el petróleo y el gas, el tratamiento de aguas, la industria farmacéutica y la generación de energía, lo que consolida su reputación como uno de los principales fabricantes de bombas industriales.
Sulzer
Sulzer es un destacado fabricante de bombas químicas, conocido por sus innovadoras soluciones de bombeo y tecnologías de control avanzadas. Las bombas verticales VAS para ácido sulfúrico de la compañía utilizan materiales avanzados e ingeniería robusta, lo que proporciona una fiabilidad y eficiencia excepcionales en la gestión de procesos químicos altamente corrosivos. Sulzer complementa sus innovaciones en bombas con equipos avanzados de control y monitorización, que incluyen:
● Paneles de control de bombas y variadores de frecuencia para control automático y monitoreo remoto.
● Sistemas de monitoreo de condiciones que permiten la detección temprana de problemas potenciales, optimizando el rendimiento de la bomba y reduciendo el tiempo de inactividad.
Las tecnologías de Sulzer ayudan a los clientes industriales a minimizar los costos de mantenimiento y mejorar el rendimiento de sus plantas. El enfoque de la compañía en la confiabilidad y la eficiencia la convierte en la opción preferida para aplicaciones de bombas químicas industriales, especialmente donde la manipulación de productos químicos agresivos es crítica.
KSB
KSB es reconocido entre los fabricantes globales por sus bombas químicas fiables y tecnológicamente avanzadas. La empresa emplea dinámica de fluidos computacional (CFD) para rediseñar los impulsores, mejorando así la eficiencia y la fiabilidad de las bombas. Tras el rediseño, los niveles de vibración se reducen significativamente y la eficiencia de la bomba alcanza el 71 %, lo que se traduce en un ahorro energético anual considerable. Las bombas químicas de KSB integran tecnologías de la Industria 4.0, entre ellas:
● Conceptos de fábrica inteligente y digitalización para la conectividad en red y datos de procesos en tiempo real.
● Gemelos digitales para monitoreo continuo de condiciones, intercambio de datos y mantenimiento predictivo.
Estas bombas inteligentes pueden comunicarse de forma descentralizada, responder de forma autónoma a los cambios del sistema y proporcionar un historial operativo detallado, accesible a través de la nube o dispositivos móviles. La red global de soporte de KSB abarca más de 100 países y ofrece centros de ventas y servicio, consultoría técnica e instalaciones de fabricación. La red SupremeServ de la empresa ofrece soporte posventa integral, reparaciones y servicios de campo, lo que garantiza una alta fiabilidad operativa y flexibilidad para clientes industriales de todo el mundo.
Xylem Inc.
Xylem Inc. es una empresa líder en el mercado de bombas químicas industriales, ofreciendo soluciones avanzadas de bombeo para productos químicos y procesos industriales. La empresa invierte fuertemente en I+D, integrando IoT, IA y diseños energéticamente eficientes en sus productos. Las principales fortalezas de Xylem incluyen:
● Una amplia cartera de productos que abarca varios tipos de bombas para aplicaciones de tratamiento químico y de agua.
● Alianzas estratégicas que amplían los canales de distribución y ventas, especialmente en el Reino Unido.
● Bombas inteligentes y conectadas con sensores, automatización y monitoreo remoto para una mejor eficiencia operativa.
Las innovaciones recientes de Xylem incluyenTecnología de enfriamiento de chips sin agua, herramientas de detección de fugas impulsadas por IAy sistemas de tratamiento que recuperan metales valiosos de las aguas residuales. La plataforma de soluciones digitales Xylem Vue de la compañía integra tecnologías inteligentes y conectadas, lo que facilita la monitorización en tiempo real y el mantenimiento predictivo. El enfoque de Xylem en el análisis digital y de datos se alinea con la creciente demanda de soluciones avanzadas de bombas químicas industriales.
Corporación Ebara
Ebara Corporation es un fabricante líder de bombas químicas, especializado en bombas, mezcladores y agitadores para aplicaciones en la industria química. Las bombas químicas de la empresa están diseñadas para manipular líquidos espesos, pesados, corrosivos y tóxicos. La gama de productos de Ebara incluye:
● Bombas de cojinetes verticales y bombas peristálticas SmartFlex® (series LRP, SRP, STP).
● Bombas construidas con materiales resistentes a la corrosión como acero inoxidable (grado 304 o 316) para mayor durabilidad en entornos químicos agresivos.
● Alta eficiencia, confiabilidad y tecnología de sellado avanzada.
Ebara fabrica equipos según la norma ISO 9001 y realiza rigurosas pruebas de precisión y rendimiento. La presencia global de la empresa abarca Norteamérica, Europa, Asia Pacífico, Oriente Medio y África, y Sudamérica, lo que facilita la colaboración en diversos mercados. La experiencia de Ebara en bombas robustas y de diseño preciso ayuda a reducir los costes operativos y a mejorar la calidad de los productos para clientes del sector del procesamiento químico.
Grupo Weir
Weir Group es una empresa de prestigio entre los fabricantes de bombas industriales, conocida por su experiencia en soluciones para el manejo de fluidos en entornos exigentes. La empresa ofrece una amplia gama de bombas químicas diseñadas para el manejo de fluidos abrasivos, corrosivos y de alta temperatura. Su cartera de productos incluye bombas centrífugas, bombas para lodos y bombas especiales para aplicaciones químicas y mineras exigentes. Su enfoque en la innovación y la fiabilidad garantiza un alto rendimiento y una larga vida útil, lo que la convierte en un socio de confianza para las necesidades de bombas químicas industriales. Su red global de soporte y su compromiso con el servicio al cliente consolidan aún más su posición entre los principales fabricantes de bombas industriales.
Bombas JEE
JEE Pumps es una empresa clave en el mercado de bombas químicas industriales, reconocida por su innovadora gama de productos y su sólida presencia en el mercado. La empresa atiende diversas aplicaciones industriales, como la industria petrolera, química y metalúrgica. JEE Pumps se especializa en:
● Bombas centrífugas diseñadas para manipular líquidos tóxicos, fluidos de baja y alta temperatura, ácidos, bases y líquidos de alta pureza.
● Bombas centrífugas de polipropileno, bombas de lodo autocebantes y bombas industriales para fábricas de pulpa y papel.
Con más de 30 años de experiencia, JEE Pumps ofrece bombas de alta calidad que satisfacen las necesidades de entornos químicos exigentes. Su experiencia en tecnología de bombas centrífugas y su compromiso con la innovación la convierten en una opción confiable entre los fabricantes de bombas para productos químicos.
Grupo Verder
Verder Group es un fabricante global reconocido por su innovadora tecnología de bombas peristálticas y su amplia gama de aplicaciones industriales. Sus principales líneas de productos e innovaciones incluyen:
| Línea de productos | Innovaciones/características clave | Aplicaciones industriales |
| Bombas de manguera industriales Verderflex | Diseño robusto, autocebante, con capacidad de funcionamiento en seco, adecuado para entornos hostiles y fluidos viscosos. | Procesamiento químico, minería, tratamiento de agua y aguas residuales, alimentos y bebidas, farmacéutica y biotecnología. |
| Serie Verderflex Dura | Manguera compacta, de alta presión, de bajo consumo y de larga vida útil. | Dosificación continua de fluidos difíciles en sectores químicos, de tratamiento de aguas e industriales. |
| Bombas Verderflex OEM y de laboratorio | Dosificación compacta, modular, de alta precisión y fácil cambio de tubo. | Laboratorio, OEM, biotecnología, farmacéutica, microfluídica |
| Bombas de tubo Verder | Control de flujo preciso, pulsación mínima, fácil de usar. | Aplicaciones de medición y transferencia de trabajo liviano en múltiples industrias |
Verderair HC-PURE, una bomba higiénica fabricada en acero inoxidable 316L, cumple con estrictas normas sanitarias y está diseñada para las industrias química y farmacéutica. El Grupo Verder opera en 28 países con una red mundial de empresas de producción y distribución, que ofrece distribuidores locales y servicio y mantenimiento internos. Esta extensa red garantiza soluciones para cada aplicación y la disponibilidad local de expertos. Con más de 60 años de experiencia, Verder apoya a sus clientes industriales con asistencia fiable y local, mejorando la productividad y reduciendo el tiempo de inactividad.
¿Qué hace que los principales fabricantes de bombas industriales se destaquen?
Reputación y experiencia
Las principales marcas fabricantes de bombas químicas se ganan la confianza gracias a su fiabilidad demostrada y su dilatada experiencia. Fabricantes como Ebara lo demuestran con bombas que ofrecen un rendimiento constante y una larga vida útil. Los clientes valoran a las empresas que mantienen un estricto control de calidad y precisión en la ingeniería. Una sólida reputación indica que un fabricante puede gestionar aplicaciones químicas complejas y suministrar bombas dosificadoras fiables para operaciones críticas. Años de experiencia también significan que los fabricantes comprenden los desafíos únicos de la manipulación de productos químicos y pueden ofrecer soluciones que minimizan el tiempo de inactividad.
Innovación y tecnología
La innovación impulsa el avance de la industria de fabricación de bombas químicas. Los mejores fabricantes invierten en investigación y desarrollo para crear bombas dosificadoras avanzadas y soluciones innovadoras. Estas empresas adoptan tecnología de bombas inteligentes, incluyendo sensores IoT para la monitorización en tiempo real y el mantenimiento predictivo. Muchas utilizan motores de bajo consumo y variadores de frecuencia para optimizar el rendimiento de las bombas y reducir costes. Algunos fabricantes implementan bombas de accionamiento magnético para eliminar fallos en los sellos, mientras que otros utilizan materiales avanzados para una mayor resistencia a la corrosión. La tecnología de gemelo digital y los sistemas de monitorización remota mejoran aún más la eficiencia y la seguridad operativas.
1. Las bombas dosificadoras inteligentes con sensores IoT permiten el mantenimiento predictivo.
2. Los motores y variadores de frecuencia energéticamente eficientes respaldan una alta eficiencia y sostenibilidad.
3. Los materiales avanzados y la impresión 3D mejoran la durabilidad y reducen los plazos de entrega.
4. El monitoreo remoto y los gemelos digitales optimizan el rendimiento del sistema de bombeo químico.
Gama de productos
Una amplia gama de productos distingue a los fabricantes líderes. Ofrecen bombas químicas, bombas dosificadoras y soluciones especializadas para el manejo de fluidos corrosivos, abrasivos o de alta temperatura. Los fabricantes diseñan bombas para diversas necesidades de dosificación de productos químicos, desde la dosificación precisa en laboratorio hasta la manipulación industrial a gran escala. Su catálogo incluye bombas centrífugas, bombas dosificadoras peristálticas y bombas de accionamiento magnético. Esta diversidad permite a los clientes seleccionar la bomba adecuada para cada aplicación química, garantizando un manejo de fluidos eficiente y seguro.
| Tipo de bomba | Área de aplicación |
| Bombas centrífugas | Procesamiento químico, tratamiento de agua |
| Bombas dosificadoras peristálticas | Laboratorio, productos farmacéuticos |
| Bombas de accionamiento magnético | Manipulación de productos químicos peligrosos |
| Bombas sumergibles | Aguas residuales, aguas residuales |
Soporte global
Los fabricantes con presencia global ofrecen un servicio al cliente y un soporte técnico inigualables. Mantienen centros de servicio locales y ofrecen asistencia rápida, reduciendo el tiempo de inactividad para clientes de todo el mundo. El completo soporte posventa, que incluye contratos de mantenimiento y disponibilidad de repuestos, garantiza la fiabilidad de las bombas dosificadoras de productos químicos y otros equipos. Las cadenas de suministro globales y las redes logísticas ayudan a los fabricantes a entregar bombas con rapidez y eficiencia, incluso en proyectos de gran envergadura. Este nivel de soporte fomenta la colaboración a largo plazo y la confianza con los clientes de la industria química.
Cómo elegir un fabricante de bombas químicas
Calidad y certificación
Los fabricantes que priorizan la calidad de las bombas destacan en la industria química. Las empresas deben demostrar el cumplimiento de normas reconocidas internacionalmente, como la ISO 9001 de gestión de calidad, la ISO 14001 de gestión ambiental y la ISO 45001 de seguridad y salud ocupacional. Estas certificaciones demuestran un compromiso con la calidad constante de las bombas, la sostenibilidad y la seguridad en el trabajo. Los principales fabricantes de bombas químicas también cumplen con normas técnicas como ANSI/API 610, ASME B73.2 y DIN 5199, que garantizan que las bombas cumplan con rigurosos criterios de diseño y rendimiento.
| Estándar | Área de enfoque |
| ISO 9001 | Gestión de calidad |
| ISO 14001 | Gestión ambiental |
| ISO 45001 | Salud y seguridad en el trabajo |
| ANSI/API 610 | Especificaciones de diseño de bombas químicas |
| ASME B73.2 | Bombas centrífugas verticales en línea |
Compatibilidad de materiales
La compatibilidad de materiales es fundamental en la selección de bombas químicas. Los materiales adecuados previenen la corrosión, la hinchazón y las fallas de la bomba. El acero inoxidable resiste la corrosión y la abrasión, lo que lo hace adecuado para entornos químicos agresivos. El hierro fundido ofrece una opción económica, pero se corroe rápidamente con fluidos ácidos. Los elastómeros en sellos y juntas tóricas requieren una selección cuidadosa para evitar la agresión química. La concentración de sustancias químicas, la temperatura y la exposición a los rayos UV afectan el rendimiento del material.
| Factor/Material | Descripción |
| Concentración | Una mayor concentración química aumenta el riesgo de corrosión o degradación. |
| Temperatura | Las temperaturas elevadas aceleran las reacciones químicas y la descomposición de los materiales. |
| Acero inoxidable | Preferido para aplicaciones sanitarias y químicas corrosivas. |
| Elastómeros | Vulnerable al ataque químico; seleccionar según la compatibilidad química. |
Confiabilidad y mantenimiento
Las bombas químicas confiables minimizan el tiempo de inactividad y reducen los costos de mantenimiento. Los fabricantes deben ofrecer bombas con durabilidad comprobada y diseños fáciles de mantener. Los programas de mantenimiento regulares y el acceso a repuestos garantizan la calidad de la bomba a largo plazo. Las bombas que fallan debido a una mala selección de materiales o un diseño inadecuado pueden causar fugas, contaminación y costosas paradas. Las empresas deben proporcionar pautas de mantenimiento claras y ofrecer soporte técnico para la resolución de problemas.
● Elija bombas con una construcción robusta y materiales resistentes a la corrosión.
● Confirme que el fabricante suministra kits de mantenimiento y piezas de repuesto.
● Evaluar el historial de bombas en aplicaciones químicas similares.
Atención al cliente
Un excelente servicio de atención al cliente garantiza un funcionamiento sin problemas y una rápida resolución de problemas. Los principales fabricantes de bombas químicas mantienen redes de servicio globales y ofrecen asistencia técnica, capacitación y soporte posventa. Un servicio de atención al cliente eficiente ayuda a resolver problemas de calidad de las bombas, dudas sobre la compatibilidad de materiales y necesidades de mantenimiento. Un soporte confiable genera confianza y colaboraciones a largo plazo en la industria química.
Nota: Seleccione fabricantes que ofrezcan soporte 24 horas al día, 7 días a la semana, capacitación en el sitio y tiempos de respuesta rápidos para emergencias con bombas químicas.
Aplicaciones de bombas químicas industriales
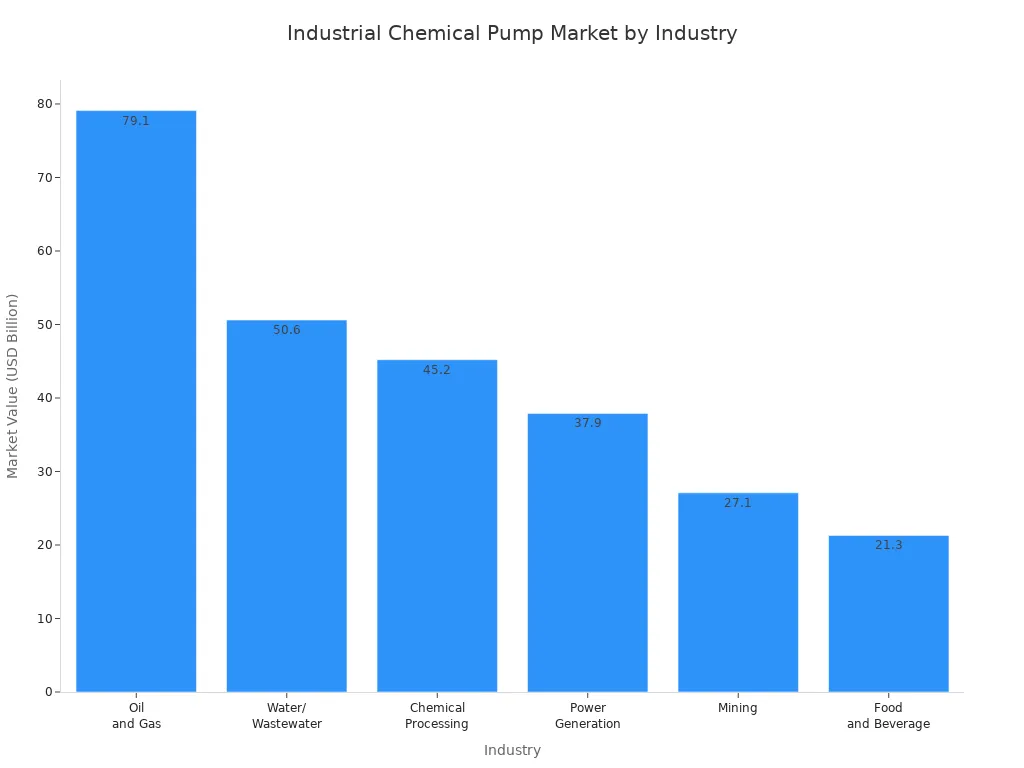
Bombas químicas industrialesDesempeñan un papel vital en muchos sectores. Estas bombas facilitan la transferencia, dosificación y circulación de fluidos en industrias que exigen fiabilidad y precisión. La siguiente tabla muestra las principales industrias donde las bombas, las bombas dosificadoras y la dosificación de productos químicos son esenciales, junto con sus...Valores de mercado de 2024:
| Industria | Valor de mercado en 2024 (miles de millones de USD) |
| Petróleo y gas | 79.1 |
| Tratamiento de agua/aguas residuales | 50.6 |
| Procesamiento químico | 45.2 |
| Generación de energía | 37.9 |
| Minería | 27.1 |
| Alimentos y bebidas | 21.3 |
Procesamiento químico
La industria química depende de bombas y bombas dosificadoras para una dosificación química segura y eficiente.Procesamiento químicoLas plantas utilizan bombas para mover materias primas, transferir productos terminados y manipular fluidos corrosivos. Las bombas dosificadoras suministran cantidades precisas de productos químicos, lo que facilita la dosificación y medición de precisión. Estas bombas ayudan a mantener la calidad y la seguridad del producto. Los sistemas de dosificación de productos químicos reducen el desperdicio y mejoran el control del proceso. En el procesamiento químico, las bombas deben resistir la corrosión y manipular fluidos agresivos. Las bombas dosificadoras también facilitan los procesos por lotes y continuos en la industria química.
Tratamiento de agua
Las plantas de tratamiento de agua dependen de bombas y bombas dosificadoras en cada etapa del proceso. Las bombas impulsan el agua a través de los sistemas de filtración, desinfección y distribución. Las bombas dosificadoras añaden productos químicos para el ajuste del pH, la desinfección y la coagulación. La dosificación de productos químicos garantiza que el agua cumpla con las normas de seguridad. La dosificación precisa evita el uso excesivo de productos químicos y protege el medio ambiente. Las plantas de tratamiento de agua utilizan bombas tanto para aplicaciones municipales como industriales. Las bombas dosificadoras facilitan una dosificación fiable de productos químicos en el tratamiento de agua potable, aguas residuales y aguas industriales. Las bombas con tecnología avanzada de dosificación y medición mejoran la eficiencia y reducen los costos.
Petróleo y gas
El sector del petróleo y el gas utiliza bombas y bombas dosificadoras para la extracción, refinación y transporte. Las bombas manejan petróleo crudo, productos refinados y aditivos químicos. Las bombas dosificadoras inyectan productos químicos para el control de la corrosión, la prevención de incrustaciones y la recuperación mejorada de petróleo. Los sistemas de dosificación de productos químicos protegen las tuberías y los equipos. Las bombas deben operar bajo alta presión y en condiciones rigurosas. Las bombas dosificadoras proporcionan una dosificación química precisa para mantener la seguridad del proceso. Las compañías de petróleo y gas invierten en bombas con funciones de dosificación avanzadas para cumplir con los estrictos estándares de la industria.
Usos especializados
Muchas industrias requieren bombas y bombas dosificadoras para aplicaciones específicas. Las centrales eléctricas utilizan bombas para refrigeración, alimentación de calderas y dosificación de productos químicos. Las operaciones mineras dependen de bombas para la manipulación de lodos y la dosificación de productos químicos en el procesamiento de minerales. Los productores de alimentos y bebidas utilizan bombas para la transferencia de fluidos sanitarios y bombas dosificadoras para la dosificación de sabores y conservantes. La dosificación precisa garantiza la consistencia y la seguridad del producto. Las bombas con capacidad de dosificación de productos químicos también se utilizan en la industria farmacéutica, biotecnológica y electrónica. Estas industrias se benefician de bombas diseñadas para ofrecer fiabilidad, eficiencia y un control avanzado de la dosificación.
Seleccionar el fabricante adecuado de bombas químicas industriales es clave para el éxito operativo. Las empresas deben adaptar sus necesidades a las fortalezas de cada proveedor. Las bombas desempeñan un papel fundamental en todas las industrias, por lo que elegir la bomba adecuada garantiza seguridad y eficiencia. Al evaluar bombas y proveedores de bombas, tenga en cuenta estos consejos:
● Revise las curvas de rendimiento de la bomba en cuanto a caudal, altura y eficiencia.
● Elija bombas con diseños duraderos y sin fugas para reducir el tiempo de inactividad.
● Consulte con el soporte técnico para adaptar las soluciones de bombas a las necesidades del sistema.
● Priorice la compatibilidad química y seleccione los materiales de bomba adecuados.
● Dimensione las bombas con precisión para el flujo y la presión requeridos.
● Definir las características del fluido y los detalles de la aplicación para cada bomba.
● Evaluar los sistemas de control, las características de seguridad y la eficiencia energética.
● Evaluar la reputación del proveedor y el soporte posventa de las bombas.
● Considere la adaptabilidad ambiental para cada aplicación de la bomba.
● Consulte a expertos para garantizar la mejor selección de bomba.
La innovación, la fiabilidad y la excelente atención al cliente distinguen a los principales fabricantes de bombas. Las bombas que cumplen estos estándares ayudan a las empresas a alcanzar el éxito a largo plazo.
Preguntas frecuentes
¿Qué tipos de bombas ofrecen los fabricantes de bombas químicas industriales?
Los fabricantes ofrecen una amplia gama de bombas, incluyendo bombas centrífugas, peristálticas, de accionamiento magnético y sumergibles. Cada tipo de bomba se adapta a aplicaciones químicas específicas, como dosificación, transferencia y circulación. Las empresas diseñan bombas para manejar fluidos corrosivos, abrasivos o de alta temperatura.
¿Cómo garantizan las bombas la compatibilidad química y la seguridad?
Los fabricantes seleccionan los materiales para las bombas según sus propiedades químicas. El acero inoxidable, las aleaciones especializadas y los plásticos de ingeniería resisten la corrosión y la degradación. Las bombas incorporan sellos avanzados y sistemas de prevención de fugas. Estas opciones de diseño contribuyen a mantener la seguridad y la fiabilidad en entornos de procesamiento químico.
¿Qué mantenimiento requieren las bombas en entornos industriales?
La inspección y limpieza periódicas prolongan la vida útil de las bombas. Los técnicos reemplazan los sellos desgastados, revisan si hay fugas y supervisan el rendimiento de las bombas. Los fabricantes proporcionan kits de mantenimiento y directrices. Un cuidado adecuado reduce el tiempo de inactividad y garantiza el funcionamiento eficiente de las bombas en aplicaciones químicas exigentes.
¿Cómo contribuyen las bombas a la eficiencia energética en las plantas químicas?
Las bombas modernas utilizan motores de bajo consumo y variadores de frecuencia. Estas tecnologías optimizan la velocidad de la bomba y reducen el consumo de energía. Los fabricantes diseñan bombas de alta eficiencia, lo que ayuda a las plantas químicas a reducir los costos operativos y cumplir con los objetivos de sostenibilidad.
¿Qué industrias dependen más de las bombas químicas?
Bombas químicasDesempeñan un papel vital en la industria del petróleo y gas, el tratamiento de agua, el procesamiento químico, la minería y la producción de alimentos. Las bombas transfieren, dosifican y circulan fluidos en estos sectores. Unas bombas fiables garantizan operaciones seguras y una calidad constante del producto en diversos entornos industriales.
Hora de publicación: 28 de agosto de 2025