


Die Wahl des richtigen Herstellers von Chemiepumpen ist weiterhin entscheidend für den industriellen Erfolg. Zu den zehn führenden Herstellern und Lieferanten von Industriechemikalienpumpen im Jahr 2025 gehören:
1. TKFLO
2. Grundfos
3. Flowserve
4. Sulzer
5. KSB
6. Xylem Inc.
7. Ebara Corporation
8. Weir-Gruppe
9. JEE-Pumpen
10.Verder Group
Die Hersteller auf dieser Liste sind führend im Bereich industrieller Chemiepumpen und zeichnen sich durch Innovation, Zuverlässigkeit, globale Präsenz und ein breites Produktsortiment aus. Chemiepumpenhersteller bedienen diverse Branchen und unterstützen kritische Infrastrukturen. Führende Industriepumpenhersteller gewinnen Vertrauen durch die Lieferung fortschrittlicher Pumpen, die strengste Anforderungen erfüllen.
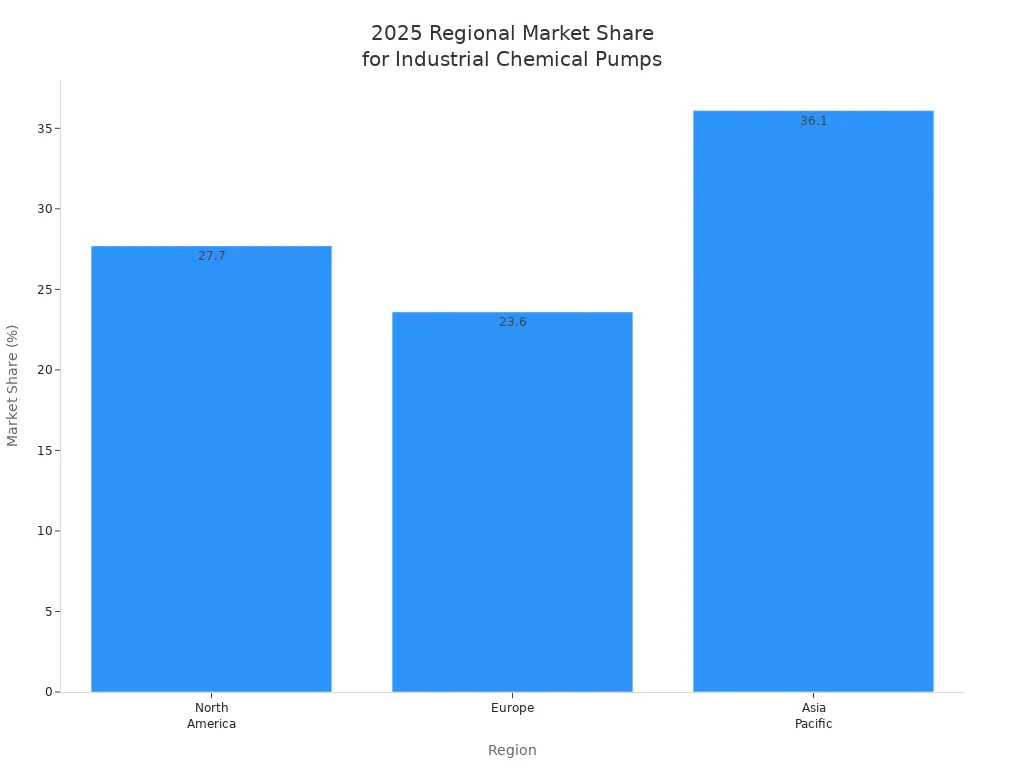
Der globale Markt für industrielle Chemiepumpen wird ein Volumen von $ erreichen.47,85 Milliarden im Jahr 2025, wobei der asiatisch-pazifische Raum den größten Anteil hält.
| Region | Marktanteil im Jahr 2025 (%) | Marktgröße (Mrd. USD) |
| Nordamerika | 27,7 | 13.255 |
| Europa | 23.6 | 11.293 |
| Asien-Pazifik | 36.1 | 17.280 |
| Weltweit Gesamt | 100 | 47,85 |
Marktführer für industrielle Chemiepumpen
TKFLO Chemiepumpenhersteller
TKFLO zählt weltweit zu den führenden Herstellern von Chemiepumpen und genießt einen hervorragenden Ruf für fortschrittliche Lösungen im Bereich der Fluidförderung und energiesparende Technologien. Das Unternehmen, das von der Shanghai Tongke Flow Technology Co., Ltd. betrieben wird, verfügt über mehr als zwei Jahrzehnte Erfahrung im Bereich industrieller Chemiepumpen.breites Produktportfoliobeinhaltet:
● Chemikalienpumpen, elektrische Fasspumpen und vertikale Turbinenpumpen für diverse chemische Anwendungen.
● Tauchpumpen und Feuerlöschpumpen, die für kritische Infrastrukturen und Notfalleinsätze konzipiert sind.
●Spezialisierte horizontale MC-SerieMehrstufige Hochdruck-Kreiselpumpen nach API 610 BB4 für chemische Anwendungenfür anspruchsvolle industrielle Umgebungen.
TKFLO legt Wert auf hohe Qualität, wettbewerbsfähige Preise und umfassenden Service, was dem Unternehmen einen hervorragenden internationalen Ruf eingebracht hat. Zu den Stärken des Unternehmens zählen:
● Erfahrung in der Herstellung von Spezialpumpen für den Inlands- und Auslandsmarkt.
● Anpassungsmöglichkeiten und kontinuierliche Produktentwicklung basierend auf sich wandelnden Marktbedürfnissen.
● Integrierte Lösungen und Kundendienstleistungen, die Kunden weltweit unterstützen, darunter in Europa, Amerika und Australien.
TKFLO vereint technologische Innovation mit Umweltschutz und konzentriert sich auf zukunftsweisende Forschung und Entwicklung sowie intelligente Fluidtechnik. Das Unternehmen ist branchenführend bei energieeffizienten Transformationsdienstleistungen und grüner Entwicklung. Das interdisziplinäre Expertenteam von TKFLO, bestehend aus promovierten Betreuern und erfahrenen Ingenieuren, treibt die kontinuierliche Produktverbesserung voran. Moderne Produktionsstätten mit fortschrittlichen Anlagen gewährleisten Pumpen, Motoren und Steuerungssysteme höchster Qualität.FeuerlöschpumpenDie Produkte von TKFLO erfüllen die strengen Standards von NFPA, UL und Factory Mutual und beweisen damit Zuverlässigkeit und Leistungsfähigkeit. Durch sein Engagement für energiesparende und umweltschonende Modernisierungen ist TKFLO seinen Wettbewerbern im Bereich nachhaltiger Fördertechniklösungen einen Schritt voraus.
TKFLOs Engagement für Serviceorientierung, individuelle Anpassung und kontinuierliche Innovation macht das Unternehmen zu einer ersten Wahl unter den Herstellern von Industriechemikalienpumpen.
Grundfos
Grundfos zählt zu den führenden Herstellern von Industriepumpen und ist bekannt für seine innovativen Lösungen in der Chemikaliendosierung und im Fluidhandling. Das Unternehmen bietet ein breites Spektrum an Chemikaliendosierpumpen und -lösungen, die speziell für die präzise Wasseraufbereitung und industrielle Chemieanwendungen entwickelt wurden. Die Flaggschiff-Technologie SMART Digital Dosing™ von Grundfos, die in der Pumpe DDA-C zum Einsatz kommt, ermöglicht eine präzise, vorausschauende und spezifische Chemikaliendosierung. Zu den wichtigsten Merkmalen gehören:
● Fernintegration, Echtzeitüberwachung und intelligente Steuerung für mehr Sicherheit.
● Vollständige digitale Integration, die die Einrichtung vereinfacht und die betriebliche Effizienz verbessert.
● Fortschrittliche Schrittmotoren mit variabler Drehzahl und patentierte Lösungen, die herkömmliche Einstellmethoden ersetzen.
Die Serien DDA, DDC, DDE, DDI und DME von Grundfos repräsentieren die SMART Digital Generation von Dosierpumpen. Diese Pumpen bieten einzigartige Flexibilität, einfache Installation und Kompatibilität mit Systemen von Drittanbietern. Die DDI-Serie zeichnet sich durch innovative Antriebstechnik und integrierte Mikroelektronik aus und bietet ein kompaktes, leises Design mit einem Regelbereich von 1:800 für präzises Dosieren. Grundfos legt Wert auf präzises Dosieren, um Unter- und Überdosierung zu vermeiden, auf proaktive Überwachung zur Reduzierung von Ausfallzeiten und auf kundenspezifische Lösungen für individuelle Branchenanforderungen. Diese Innovationen positionieren Grundfos als führenden Anbieter intelligenter, zuverlässiger und nachhaltiger Dosierlösungen für Chemikalien in verschiedenen industriellen Anwendungen.
Flowserve
Flowserve zählt zu den weltweit führenden Herstellern von Chemiepumpen und blickt auf eine lange Tradition in Präzisionstechnik und Materialwissenschaft zurück. Das Unternehmen ist in seinen Geschäftsbereichen Pumpen und Durchflussregelung tätig und verfügt über ein weltweites Fertigungs- und Servicenetzwerk. Das umfangreiche Produktportfolio von Flowserve umfasst Kreiselpumpen, Verdrängerpumpen und Spezialpumpen für korrosive, abrasive und hochtemperierte Medien. Zu den wichtigsten Technologien gehören:
● Dichtungslose Magnetkupplungspumpen wie die INNOMAG TB-MAG, die eine verbesserte Leckagevermeidung und Zuverlässigkeit bieten.
● Gleitringdichtungen zur Vermeidung von Leckagen und magnetisch angetriebene Pumpen mit Schubausgleich für Langlebigkeit und geringen Wartungsaufwand.
● Automatisierungssysteme für die Ventil- und Pumpensteuerung, die einen sicheren und effizienten Betrieb chemischer Anlagen unterstützen.
Die INNOMAG TB-MAG Dual Drive Pumpe von Flowserve, die weltweit erste dichtungslose Chemiepumpe mit echter Sekundärabdichtung, erhöht die Sicherheit und den Umweltschutz durch die Vermeidung von Leckagen. Diese Innovation unterstreicht Flowserves Engagement für Sicherheit, Zuverlässigkeit und Diversifizierung innerhalb seines breiten Portfolios an Chemiepumpen. Das Unternehmen beliefert Schlüsselbranchen wie die chemische Industrie, die Öl- und Gasindustrie, die Wasseraufbereitung, die Pharmaindustrie und die Energieerzeugung und festigt damit seinen Ruf als einer der führenden Hersteller von Industriepumpen.
Sulzer
Sulzer ist ein führender Hersteller von Chemiepumpen und bekannt für seine innovativen Pumpenlösungen und fortschrittlichen Steuerungstechnologien. Die vertikalen Schwefelsäurepumpen der VAS-Serie des Unternehmens nutzen fortschrittliche Materialien und eine robuste Konstruktion und bieten so außergewöhnliche Zuverlässigkeit und Effizienz bei der Förderung hochkorrosiver chemischer Prozesse. Sulzer ergänzt seine Pumpeninnovationen durch fortschrittliche Steuerungs- und Überwachungssysteme, darunter:
● Pumpensteuerungsfelder und Frequenzumrichter für die automatische Steuerung und Fernüberwachung.
● Zustandsüberwachungssysteme, die eine frühzeitige Erkennung potenzieller Probleme ermöglichen, die Pumpenleistung optimieren und Ausfallzeiten reduzieren.
Die Technologien von Sulzer helfen Industriekunden, Wartungskosten zu minimieren und die Anlagenleistung zu steigern. Der Fokus des Unternehmens auf Zuverlässigkeit und Effizienz macht es zur bevorzugten Wahl für industrielle Chemiepumpenanwendungen, insbesondere dort, wo der Umgang mit aggressiven Chemikalien von entscheidender Bedeutung ist.
KSB
KSB ist weltweit für seine zuverlässigen und technologisch fortschrittlichen Chemiepumpen bekannt. Das Unternehmen nutzt die numerische Strömungsmechanik (CFD), um Laufräder neu zu gestalten und so die Pumpeneffizienz und -zuverlässigkeit zu verbessern. Nach der Neugestaltung sinken die Vibrationswerte deutlich, und der Pumpenwirkungsgrad erreicht 71 %, was zu erheblichen jährlichen Energieeinsparungen führt. Die Chemiepumpen von KSB integrieren Technologien der Industrie 4.0, darunter:
● Intelligente Fabrikkonzepte und Digitalisierung für Vernetzung und Echtzeit-Prozessdaten.
● Digitale Zwillinge für kontinuierliche Zustandsüberwachung, Datenaustausch und vorausschauende Wartung.
Diese intelligenten Pumpen kommunizieren dezentral, reagieren autonom auf Systemänderungen und liefern detaillierte Betriebsdaten, die über Cloud oder mobile Geräte abrufbar sind. Das globale Supportnetzwerk von KSB erstreckt sich über mehr als 100 Länder und umfasst Vertriebs- und Servicezentren, technische Beratung und Produktionsstätten. Das SupremeServ-Netzwerk des Unternehmens bietet umfassenden Kundendienst, Reparaturen und Außendienstleistungen und gewährleistet so höchste Betriebssicherheit und Flexibilität für Industriekunden weltweit.
Xylem Inc.
Xylem Inc. ist ein führender Anbieter von Industriepumpen für die chemische Industrie und bietet fortschrittliche Pumpenlösungen für die chemische Industrie und industrielle Prozesse. Das Unternehmen investiert stark in Forschung und Entwicklung und integriert IoT, KI und energieeffiziente Designs in seine Produkte. Zu den Kernkompetenzen von Xylem zählen:
● Ein umfangreiches Produktportfolio, das verschiedene Pumpentypen für Anwendungen in der Chemie- und Wasseraufbereitung abdeckt.
● Strategische Partnerschaften zur Erweiterung der Vertriebs- und Verkaufskanäle, insbesondere in Großbritannien.
● Intelligente und vernetzte Pumpen mit Sensoren, Automatisierung und Fernüberwachung für eine verbesserte Betriebseffizienz.
Zu den jüngsten Innovationen von Xylem gehörenwasserlose Chipkühlungstechnologie, KI-gestützte Leckageerkennungswerkzeugeund Aufbereitungssysteme zur Rückgewinnung wertvoller Metalle aus Abwasser. Die digitale Lösungsplattform Xylem Vue des Unternehmens integriert intelligente, vernetzte Technologien und Systeme und unterstützt Echtzeitüberwachung und vorausschauende Wartung. Xylems Fokus auf Digitalisierung und Datenanalyse entspricht der steigenden Nachfrage nach fortschrittlichen industriellen Chemiepumpenlösungen.
Ebara Corporation
Die Ebara Corporation ist ein führender Hersteller von Chemiepumpen und spezialisiert auf Pumpen, Mischer und Rührwerke für Anwendungen in der chemischen Industrie. Die Chemiepumpen des Unternehmens sind für den Umgang mit dickflüssigen, schweren, korrosiven und toxischen Flüssigkeiten ausgelegt. Das Produktsortiment von Ebara umfasst:
● Vertikallagerpumpen und SmartFlex® Schlauchpumpen (LRP-, SRP-, STP-Serie).
● Pumpen, die aus korrosionsbeständigen Materialien wie Edelstahl (Güteklasse 304 oder 316) gefertigt sind, um eine lange Lebensdauer auch in aggressiven chemischen Umgebungen zu gewährleisten.
● Hohe Effizienz, Zuverlässigkeit und fortschrittliche Dichtungstechnologie.
Ebara fertigt Anlagen nach ISO 9001 und unterzieht sie strengen Präzisions- und Leistungstests. Das Unternehmen ist weltweit in Nordamerika, Europa, Asien-Pazifik, dem Nahen Osten und Afrika sowie Südamerika vertreten und ermöglicht so industrielle Partnerschaften und Kooperationen in verschiedenen Märkten. Ebaras Expertise im Bereich robuster, präzise gefertigter Pumpen trägt dazu bei, die Betriebskosten zu senken und die Produktqualität für Kunden in der chemischen Industrie zu verbessern.
Weir-Gruppe
Die Weir Group ist ein angesehener Name unter den Herstellern von Industriepumpen und bekannt für ihre Expertise in Lösungen für die Förderung von Flüssigkeiten in anspruchsvollen Umgebungen. Das Unternehmen bietet eine breite Palette an Chemiepumpen für abrasive, korrosive und hochtemperierte Flüssigkeiten. Das Produktportfolio von Weir umfasst Kreiselpumpen, Schlammpumpen und Spezialpumpen für anspruchsvolle Anwendungen in der Chemie- und Bergbauindustrie. Der Fokus des Unternehmens auf Innovation und Zuverlässigkeit gewährleistet hohe Leistung und lange Lebensdauer und macht Weir zu einem verlässlichen Partner für industrielle Chemiepumpen. Das globale Supportnetzwerk und das Engagement für Kundenservice stärken die Position von Weir unter den führenden Herstellern von Industriepumpen zusätzlich.
JEE Pumpen
JEE Pumps ist ein wichtiger Akteur auf dem Markt für industrielle Chemiepumpen und bekannt für sein innovatives Produktsortiment und seine starke Marktpräsenz. Das Unternehmen bedient diverse industrielle Anwendungen, darunter die Erdöl-, Chemie- und Metallindustrie. JEE Pumps ist spezialisiert auf:
● Kreiselpumpen, die für die Förderung von toxischen Flüssigkeiten, Flüssigkeiten mit niedrigen und hohen Temperaturen, Säuren, Basen und hochreinen Flüssigkeiten ausgelegt sind.
● Kreiselpumpen aus Polypropylen, selbstansaugende Schlammpumpen und Industriepumpen für die Zellstoff- und Papierindustrie.
Mit über 30 Jahren Erfahrung liefert JEE Pumps hochwertige Pumpen, die den Anforderungen anspruchsvoller chemischer Umgebungen gerecht werden. Die Expertise des Unternehmens im Bereich der Kreiselpumpentechnologie und sein Innovationsgeist machen es zu einer verlässlichen Wahl unter den Herstellern von Chemiepumpen.
Verder Group
Die Verder Group ist ein global tätiger Hersteller, der für seine innovative Schlauchpumpentechnologie und deren breites Anwendungsspektrum in verschiedenen Branchen bekannt ist. Zu den wichtigsten Produktlinien und Innovationen des Unternehmens gehören:
| Produktlinie | Wichtigste Innovationen/Funktionen | Branchenanwendungen |
| Verderflex Industrieschlauchpumpen | Robustes Design, selbstansaugend, trockenlauffähig, geeignet für raue Umgebungen und viskose Flüssigkeiten | Chemische Verarbeitung, Bergbau, Wasser- und Abwasseraufbereitung, Lebensmittel und Getränke, Pharmazeutika und Biotechnologie |
| Verderflex Dura Serie | Kompakt, Hochdruck, energieeffizient, verlängerte Schlauchlebensdauer | Kontinuierliche Dosierung, schwierige Flüssigkeiten in der Chemie-, Wasseraufbereitungs- und Industriebranche |
| Verderflex OEM- und Laborpumpen | Kompakt, modular, hochpräzise Dosierung, einfacher Schlauchwechsel | Labor, OEM, Biotechnologie, Pharma, Mikrofluidik |
| Verder-Rohrpumpen | Präzise Durchflussregelung, minimale Pulsation, benutzerfreundlich | Mess- und Leichtlast-Transferanwendungen in verschiedenen Branchen |
Die hygienische Pumpe Verderair HC-PURE aus Edelstahl 316L erfüllt strengste Hygienestandards und ist speziell für die chemische und pharmazeutische Industrie entwickelt. Die Verder-Gruppe ist in 28 Ländern mit einem weltweiten Netzwerk von Produktions- und Vertriebsgesellschaften vertreten und bietet lokale Vertriebspartner sowie hauseigene Service- und Wartungsdienste. Dieses umfassende Netzwerk gewährleistet Lösungen für jede Anwendung und die Verfügbarkeit von Experten vor Ort. Mit über 60 Jahren Erfahrung unterstützt Verder Industriekunden mit zuverlässiger und lokaler Betreuung, steigert die Produktivität und reduziert Ausfallzeiten.
Was zeichnet führende Hersteller von Industriepumpen aus?
Reputation & Erfahrung
Führende Hersteller von Chemiepumpen genießen Vertrauen durch bewährte Zuverlässigkeit und langjährige Expertise. Hersteller wie Ebara beweisen dies mit Pumpen, die konstante Leistung und lange Lebensdauer bieten. Kunden schätzen Unternehmen, die strenge Qualitätskontrollen und präzise Konstruktion gewährleisten. Ein guter Ruf signalisiert, dass ein Hersteller komplexe chemische Anwendungen bewältigen und zuverlässige Dosierpumpen für kritische Prozesse liefern kann. Jahrelange Erfahrung bedeutet zudem, dass Hersteller die besonderen Herausforderungen im Umgang mit Chemikalien verstehen und Lösungen anbieten können, die Ausfallzeiten minimieren.
Innovation & Technologie
Innovationen treiben die Chemiepumpenindustrie voran. Führende Hersteller investieren in Forschung und Entwicklung, um fortschrittliche Dosierpumpen und innovative Pumpenlösungen zu entwickeln. Diese Unternehmen setzen auf intelligente Pumpentechnologie, darunter IoT-Sensoren für Echtzeitüberwachung und vorausschauende Wartung. Viele nutzen energieeffiziente Motoren und Frequenzumrichter, um die Pumpenleistung zu optimieren und Kosten zu senken. Einige Hersteller verwenden Magnetkupplungspumpen, um Dichtungsausfälle zu vermeiden, während andere auf fortschrittliche Materialien für eine bessere Korrosionsbeständigkeit setzen. Digitale Zwillinge und Fernüberwachungssysteme verbessern die Betriebseffizienz und -sicherheit zusätzlich.
1. Intelligente Dosierpumpen mit IoT-Sensoren ermöglichen vorausschauende Wartung.
2. Energieeffiziente Motoren und Frequenzumrichter unterstützen hohe Effizienz und Nachhaltigkeit.
3. Fortschrittliche Materialien und 3D-Druck verbessern die Haltbarkeit und verkürzen die Lieferzeiten.
4. Fernüberwachung und digitale Zwillinge optimieren die Leistung chemischer Pumpensysteme.
Produktpalette
Führende Hersteller zeichnen sich durch ein breites Produktsortiment aus. Sie bieten Chemiepumpen, Dosierpumpen und Speziallösungen für den Umgang mit korrosiven, abrasiven oder hochtemperierten Flüssigkeiten an. Die Pumpen werden für unterschiedlichste Anforderungen an die Chemikaliendosierung entwickelt – von der präzisen Labordosierung bis hin zur industriellen Großaufbereitung. Das Portfolio umfasst Kreiselpumpen, Schlauchpumpen und Magnetkupplungspumpen. Diese Vielfalt ermöglicht es Kunden, für jede chemische Anwendung die passende Pumpe auszuwählen und so einen effizienten und sicheren Umgang mit den Flüssigkeiten zu gewährleisten.
| Pumpentyp | Anwendungsgebiet |
| Kreiselpumpen | Chemische Verarbeitung, Wasseraufbereitung |
| Peristaltische Dosierpumpen | Labor, Pharmazeutika |
| Magnetkupplungspumpen | Umgang mit gefährlichen Chemikalien |
| Tauchpumpen | Abwasser, Fäkalien |
Globale Unterstützung
Hersteller mit globaler Präsenz bieten unübertroffenen Kundenservice und technischen Support. Sie unterhalten lokale Servicezentren und leisten schnelle Hilfe, wodurch Ausfallzeiten für Kunden weltweit minimiert werden. Umfassender After-Sales-Service, inklusive Wartungsverträgen und der Verfügbarkeit von Ersatzteilen, gewährleistet die Zuverlässigkeit von Chemikaliendosierpumpen und anderen Anlagen. Globale Lieferketten und Logistiknetzwerke ermöglichen es den Herstellern, Pumpen schnell und effizient zu liefern – auch für Großprojekte. Dieses hohe Maß an Unterstützung schafft langfristige Partnerschaften und Vertrauen bei Kunden in der chemischen Industrie.
Auswahl eines Herstellers von Chemiepumpen
Qualität & Zertifizierung
Hersteller, die der Pumpenqualität höchste Priorität einräumen, zeichnen sich in der Chemieindustrie aus. Unternehmen sollten die Einhaltung international anerkannter Normen wie ISO 9001 für Qualitätsmanagement, ISO 14001 für Umweltmanagement und ISO 45001 für Arbeitsschutz nachweisen. Diese Zertifizierungen belegen das Engagement für gleichbleibende Pumpenqualität, Nachhaltigkeit und sichere Produktionsumgebungen. Führende Hersteller von Chemiepumpen halten sich zudem an technische Normen wie ANSI/API 610, ASME B73.2 und DIN 5199, die sicherstellen, dass die Pumpen strenge Konstruktions- und Leistungskriterien erfüllen.
| Standard | Schwerpunktbereich |
| ISO 9001 | Qualitätsmanagement |
| ISO 14001 | Umweltmanagement |
| ISO 45001 | Arbeitsschutz |
| ANSI/API 610 | Spezifikationen für die Konstruktion von Chemiepumpen |
| ASME B73.2 | Vertikale Inline-Kreiselpumpen |
Materialverträglichkeit
Die Materialverträglichkeit spielt eine entscheidende Rolle bei der Auswahl von Chemiepumpen. Die richtigen Materialien verhindern Korrosion, Aufquellen und Pumpenausfälle. Edelstahl ist korrosions- und abriebfest und eignet sich daher für aggressive chemische Umgebungen. Gusseisen ist eine kostengünstige Option, korrodiert jedoch schnell in sauren Medien. Elastomere in Dichtungen und O-Ringen müssen sorgfältig ausgewählt werden, um chemische Angriffe zu vermeiden. Chemikalienkonzentration, Temperatur und UV-Strahlung beeinflussen die Materialeigenschaften.
| Faktor/Material | Beschreibung |
| Konzentration | Eine höhere Chemikalienkonzentration erhöht das Risiko von Korrosion oder Zersetzung. |
| Temperatur | Erhöhte Temperaturen beschleunigen chemische Reaktionen und den Materialabbau. |
| Edelstahl | Bevorzugt für Anwendungen im Hygienebereich und mit korrosiven Chemikalien. |
| Elastomere | Anfällig für chemische Angriffe; Auswahl anhand der chemischen Beständigkeit vornehmen. |
Zuverlässigkeit und Wartung
Zuverlässige Chemiepumpen minimieren Ausfallzeiten und reduzieren Wartungskosten. Hersteller sollten Pumpen mit bewährter Langlebigkeit und wartungsfreundlicher Konstruktion anbieten. Regelmäßige Wartung und die Verfügbarkeit von Ersatzteilen sichern die langfristige Pumpenqualität. Pumpenausfälle aufgrund ungeeigneter Materialien oder mangelhafter Konstruktion können Leckagen, Verunreinigungen und kostspielige Stillstände verursachen. Unternehmen sollten klare Wartungsrichtlinien bereitstellen und technischen Support zur Fehlerbehebung anbieten.
● Wählen Sie Pumpen mit robuster Bauweise und aus korrosionsbeständigen Materialien.
● Vergewissern Sie sich, dass der Hersteller Wartungskits und Ersatzteile anbietet.
● Bewerten Sie die Erfolgsbilanz von Pumpen in ähnlichen chemischen Anwendungen.
Kundensupport
Ein starker Kundenservice gewährleistet einen reibungslosen Betrieb und die schnelle Behebung von Problemen. Führende Hersteller von Chemiepumpen unterhalten globale Servicenetze und bieten technische Unterstützung, Schulungen und After-Sales-Service. Ein reaktionsschneller Kundenservice hilft bei Fragen zur Pumpenqualität, Materialverträglichkeit und Wartung. Zuverlässiger Support schafft Vertrauen und langfristige Partnerschaften in der Chemieindustrie.
Hinweis: Wählen Sie Hersteller, die einen 24/7-Support, Schulungen vor Ort und schnelle Reaktionszeiten bei Notfällen mit Chemikalienpumpen bieten.
Anwendungen von Industriechemikalienpumpen
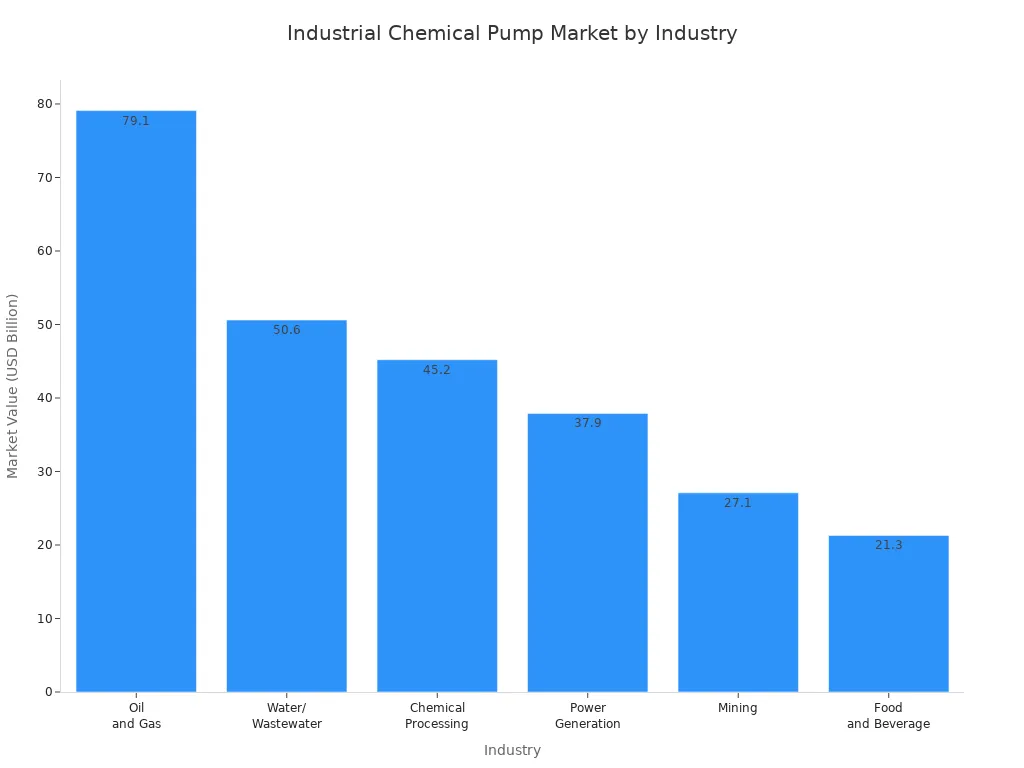
Industrielle ChemiepumpenSie spielen in vielen Branchen eine entscheidende Rolle. Diese Pumpen unterstützen den Flüssigkeitstransport, die Dosierung und die Zirkulation in Industrien, die Zuverlässigkeit und Präzision erfordern. Die folgende Tabelle zeigt die wichtigsten Branchen, in denen Pumpen, Dosierpumpen und Chemikaliendosierung unerlässlich sind, sowie deren Anwendungsbereiche.Marktwerte 2024:
| Industrie | Marktwert 2024 (Mrd. USD) |
| Öl und Gas | 79,1 |
| Wasser-/Abwasserbehandlung | 50,6 |
| Chemische Verarbeitung | 45.2 |
| Stromerzeugung | 37,9 |
| Bergbau | 27.1 |
| Speisen und Getränke | 21.3 |
Chemische Verarbeitung
Die chemische Industrie ist auf Pumpen und Dosierpumpen angewiesen, um Chemikalien sicher und effizient zu dosieren.Chemische VerarbeitungAnlagen nutzen Pumpen zum Transport von Rohstoffen, Fertigprodukten und korrosiven Flüssigkeiten. Dosierpumpen liefern präzise Chemikalienmengen und unterstützen so die Präzisionsdosierung. Sie tragen zur Produktqualität und -sicherheit bei. Chemische Dosiersysteme reduzieren Abfall und verbessern die Prozesskontrolle. Pumpen in der chemischen Verarbeitung müssen korrosionsbeständig sein und aggressive Flüssigkeiten fördern können. Dosierpumpen unterstützen sowohl Batch- als auch kontinuierliche Prozesse in der chemischen Industrie.
Wasseraufbereitung
Wasseraufbereitungsanlagen sind in jedem Prozessschritt auf Pumpen und Dosierpumpen angewiesen. Pumpen befördern Wasser durch Filtrations-, Desinfektions- und Verteilungssysteme. Dosierpumpen fügen Chemikalien zur pH-Wert-Einstellung, Desinfektion und Flockung hinzu. Die Chemikaliendosierung gewährleistet, dass das Wasser den Sicherheitsstandards entspricht. Eine präzise Dosierung verhindert den übermäßigen Einsatz von Chemikalien und schützt die Umwelt. Wasseraufbereitungsanlagen nutzen Pumpen sowohl für kommunale als auch für industrielle Anwendungen. Dosierpumpen gewährleisten eine zuverlässige Chemikaliendosierung in der Trinkwasser-, Abwasser- und industriellen Wasseraufbereitung. Pumpen mit fortschrittlicher Dosier- und Messtechnik verbessern die Effizienz und senken die Kosten.
Öl und Gas
Die Öl- und Gasindustrie nutzt Pumpen und Dosierpumpen für Förderung, Raffination und Transport. Pumpen fördern Rohöl, Raffinerieprodukte und chemische Zusätze. Dosierpumpen dosieren Chemikalien zur Korrosionskontrolle, Ablagerungsverhinderung und verbesserten Ölgewinnung. Chemikaliendosiersysteme schützen Pipelines und Anlagen. Pumpen müssen unter hohem Druck und rauen Bedingungen arbeiten. Dosierpumpen gewährleisten eine präzise Chemikaliendosierung und damit die Prozesssicherheit. Öl- und Gasunternehmen investieren in Pumpen mit fortschrittlichen Dosierfunktionen, um die strengen Industriestandards zu erfüllen.
Spezielle Anwendungsbereiche
Viele Branchen benötigen Pumpen und Dosierpumpen für spezielle Anwendungen. Kraftwerke nutzen Pumpen zur Kühlung, Kesselspeisung und Chemikaliendosierung. Im Bergbau werden Pumpen für die Schlammförderung und die Chemikaliendosierung in der Mineralaufbereitung eingesetzt. Lebensmittel- und Getränkehersteller verwenden Pumpen für den hygienischen Flüssigkeitstransfer und Dosierpumpen für die Zugabe von Aromen und Konservierungsmitteln. Präzise Dosierung trägt zur Produktkonsistenz und -sicherheit bei. Pumpen mit Chemikaliendosierfunktion finden auch in der Pharma-, Biotechnologie- und Elektronikindustrie Anwendung. Diese Branchen profitieren von Pumpen, die auf Zuverlässigkeit, Effizienz und fortschrittliche Dosiersteuerung ausgelegt sind.
Die Wahl des richtigen Herstellers von Industriepumpen für die chemische Industrie ist entscheidend für den Unternehmenserfolg. Unternehmen sollten ihre Bedürfnisse mit den Stärken der einzelnen Anbieter abgleichen. Pumpen spielen in jeder Branche eine zentrale Rolle; die Wahl der richtigen Pumpe gewährleistet Sicherheit und Effizienz. Beachten Sie bei der Bewertung von Pumpen und Pumpenlieferanten folgende Tipps:
● Überprüfen Sie die Pumpenkennlinien hinsichtlich Fördermenge, Förderhöhe und Wirkungsgrad.
● Wählen Sie Pumpen mit langlebiger, leckagefreier Konstruktion, um Ausfallzeiten zu reduzieren.
● Wenden Sie sich an den technischen Support, um die passende Pumpenlösung für Ihre Systemanforderungen zu finden.
● Chemische Kompatibilität priorisieren und geeignete Pumpenmaterialien auswählen.
● Pumpen präzise auf den erforderlichen Durchfluss und Druck dimensionieren.
● Definieren Sie die Fluideigenschaften und Anwendungsdetails für jede Pumpe.
● Beurteilung von Steuerungssystemen, Sicherheitsmerkmalen und Energieeffizienz.
● Bewertung des Rufs des Lieferanten und des Kundendienstes für Pumpen.
● Berücksichtigen Sie die Umweltverträglichkeit für jede Pumpenanwendung.
● Ziehen Sie Experten zu Rate, um die beste Pumpenauswahl zu gewährleisten.
Innovation, Zuverlässigkeit und ein starker Kundenservice zeichnen führende Pumpenhersteller aus. Pumpen, die diese Standards erfüllen, tragen zum langfristigen Erfolg von Unternehmen bei.
Häufig gestellte Fragen
Welche Pumpentypen bieten Hersteller von Industriechemikalienpumpen an?
Hersteller bieten eine breite Palette an Pumpen an, darunter Kreisel-, Schlauch-, Magnetkupplungs- und Tauchpumpen. Jeder Pumpentyp eignet sich für spezifische chemische Anwendungen wie Dosierung, Förderung und Umwälzung. Die Unternehmen entwickeln Pumpen für den Umgang mit korrosiven, abrasiven oder hochtemperierten Flüssigkeiten.
Wie gewährleisten Pumpen chemische Verträglichkeit und Sicherheit?
Hersteller wählen die Werkstoffe für Pumpen anhand ihrer chemischen Eigenschaften aus. Edelstahl, Speziallegierungen und technische Kunststoffe sind korrosions- und verschleißbeständig. Die Pumpen verfügen über fortschrittliche Dichtungen und Leckageschutzsysteme. Diese Konstruktionsmerkmale tragen zur Sicherheit und Zuverlässigkeit in chemischen Prozessumgebungen bei.
Welche Wartungsarbeiten benötigen Pumpen im industriellen Umfeld?
Regelmäßige Inspektion und Reinigung verlängern die Lebensdauer von Pumpen. Techniker tauschen verschlissene Dichtungen aus, prüfen auf Leckagen und überwachen die Pumpenleistung. Hersteller stellen Wartungskits und -richtlinien bereit. Die sachgemäße Wartung reduziert Ausfallzeiten und gewährleistet den effizienten Betrieb der Pumpen auch in anspruchsvollen chemischen Anwendungen.
Wie tragen Pumpen zur Energieeffizienz in Chemieanlagen bei?
Moderne Pumpen nutzen energiesparende Motoren und Frequenzumrichter. Diese Technologien optimieren die Pumpendrehzahl und reduzieren den Stromverbrauch. Hersteller entwickeln Pumpen mit hoher Effizienz, wodurch Chemieanlagen Betriebskosten senken und Nachhaltigkeitsziele erreichen können.
Welche Branchen sind am stärksten auf Chemiepumpen angewiesen?
ChemikalienpumpenPumpen spielen eine entscheidende Rolle in der Öl- und Gasindustrie, der Wasseraufbereitung, der chemischen Verarbeitung, dem Bergbau und der Lebensmittelproduktion. Sie fördern, dosieren und zirkulieren Flüssigkeiten in diesen Sektoren. Zuverlässige Pumpen gewährleisten einen sicheren Betrieb und eine gleichbleibende Produktqualität in unterschiedlichsten industriellen Umgebungen.
Veröffentlichungsdatum: 28. August 2025